











Процессы обработки поверхности алюминия
Необработанные алюминиевые поверхности подвержены окислению, не обладают износостойкостью и легко корродируют. Профессиональные процессы обработки поверхности необходимы для улучшения общих характеристик алюминиевых изделий.
Что такое обработка поверхности алюминия? Каковы ее преимущества?
Обработка поверхности алюминия — это процесс формирования защитной пленки на алюминиевых изделиях механическими и химическими методами для достижения следующих целей:
- Улучшение коррозионной стойкости: защищает алюминий от разрушительного воздействия окружающей среды.
- Повышение износостойкости: продлевает срок службы изделия.
- Лучшие декоративные свойства: позволяет получить различные цвета и текстуры.
- Улучшение функциональных свойств: таких как электропроводность, изоляция и теплоотвод.
Полный цикл обработки поверхности включает: предварительную обработку → формирование пленки → постобработку → упаковку и хранение. Качество предварительной обработки напрямую определяет конечный результат формирования пленки и является важнейшей основой всего процесса.
Свойства материалов из алюминиевых сплавов
Понимание свойств алюминиевых сплавов помогает объяснить, почему необходима обработка поверхности:
| Свойство | Описание |
| Низкая плотность | Около 2, 7 г/см³, что составляет лишь 1/3 плотности меди или железа. |
| Высокая пластичность | Хорошая ковкость, может принимать различные формы. |
| Хорошая электрическая и тепловая проводимость | Уступает только золоту, серебру и меди. |
| Естественная оксидная пленка | На поверхности естественным образом образуется защитная оксидная пленка, но она тонкая и неравномерная. |
| Легкость упрочнения | Прочность может быть значительно повышена путем легирования и термической обработки. |
Хотя на воздухе алюминий естественным образом покрывается оксидной пленкой, ее толщина составляет всего 0, 01-0, 02 мкм, она рыхлая, пористая и неравномерная, что не обеспечивает надежной защиты. Поэтому для получения защитного слоя с лучшими характеристиками необходима искусственная обработка поверхности.
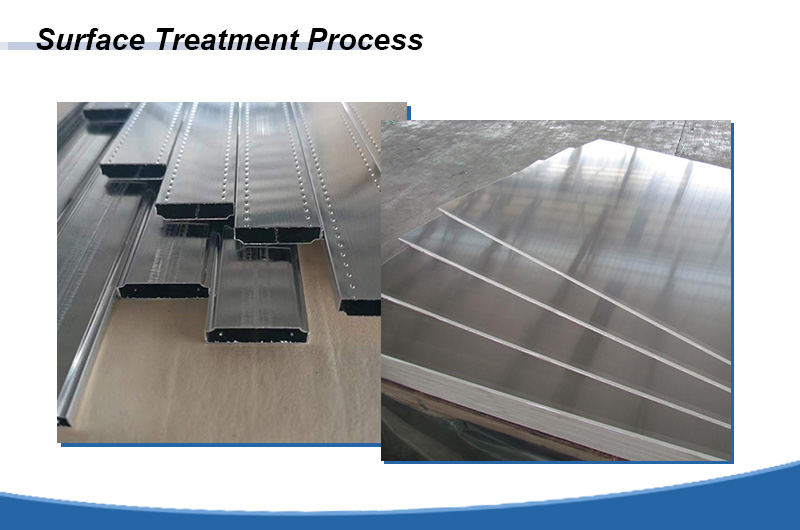
Процессы предварительной обработки: основа обработки поверхности
Предварительная обработка делится на две категории: механическая и химическая. Цель состоит в создании идеальных условий поверхности для последующего формирования пленки.
Механическая предварительная обработка
| Процесс | Принцип и функция |
| Полировка | Быстровращающийся полировальный круг создает тепло от трения с деталью, вызывая пластическую деформацию поверхности металла, удаляя заусенцы и царапины, достигая зеркального блеска. |
| Пескоструйная обработка | Использование сжатого воздуха для распыления абразивов с высокой скоростью на поверхность для получения однородной матовой фактуры при одновременном улучшении механических свойств. |
| Крацевание (шлифовка щетками) | Использование вращающихся щеточных дисков для формирования правильных линейных узоров на поверхности в декоративных целях. |
| Галтовка | Достижение эффекта полировки за счет взаимного трения между деталями и абразивами во вращающемся барабане. |
Химическая предварительная обработка
Химическая предварительная обработка эффективно удаляет масла, загрязнения и естественные оксидные пленки, делая поверхность алюминия чистой и активной.
Общая схема химической предварительной обработки:
Обезжиривание → Щелочное травление → Осветление → Промывка водой
- Обезжиривание: удаляет поверхностные масла и пыль, обычно используются кислотные обезжиривающие растворы.
- Щелочное травление: погружение в раствор гидроксида натрия для полного удаления естественной оксидной пленки.
- Осветление: удаляет металлические соединения (шлам), оставшиеся после щелочной промывки.
Подробное описание основных процессов обработки поверхности
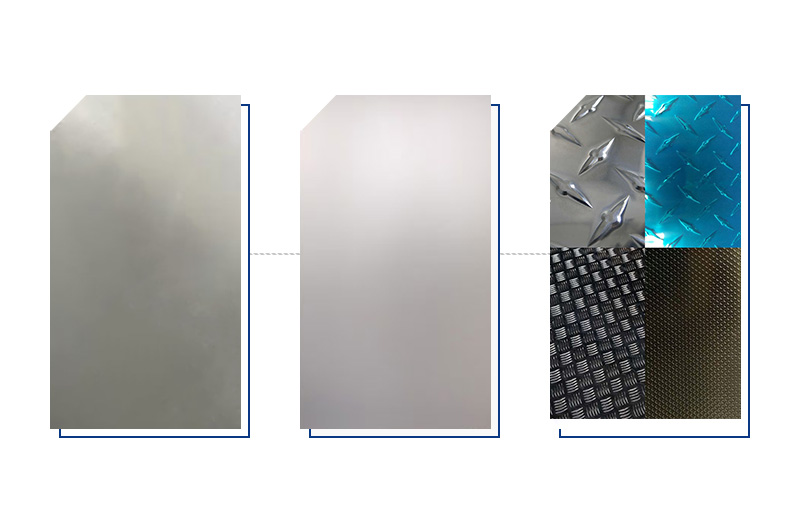
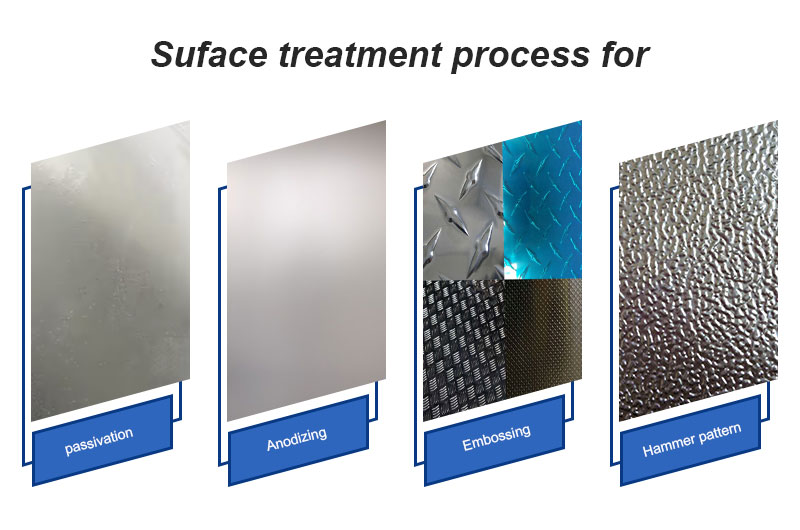
Анодирование
Анодирование — наиболее широко используемый процесс обработки поверхности алюминия, основанный на электрохимических принципах для создания оксидной пленки Al₂O₃ на поверхности алюминия.
Принцип процесса
Алюминиевые изделия помещаются в качестве анода в раствор электролита. При подаче тока выделяющийся на аноде кислород вступает в реакцию с алюминием, образуя пленку оксида алюминия. Эта пленка состоит из двух частей:
- Барьерный слой: плотная тонкая пленка, плотно прилегающая к металлической основе.
- Пористый слой: имеет сотовую структуру с контролируемой толщиной.
Характеристики оксидной пленки
| Характеристика | Показатель |
| Твердость | 196-490HV, при твердом анодировании может достигать 400-1200HV. |
| Коррозионная стойкость | Стабильна в атмосфере и почве. |
| Изоляция | Термостойкость до 1500°C. |
| Декоративные свойства | Можно окрасить в любой цвет, кроме белого. |
Распространенные процессы анодирования
| Тип | Характеристики | Применение |
| Анодирование в серной кислоте | Низкая стоимость, прозрачная пленка, легко окрашивается. | Наиболее широко используется. |
| Анодирование в хромовой кислоте | Тонкая пленка (2-5 мкм), подходит для прецизионных деталей. | Военная и аэрокосмическая промышленность. |
| Анодирование в щавелевой кислоте | Хорошая износостойкость и изоляция. | Специальное применение. |
| Твердое анодирование | Толщина пленки ≥25 мкм, твердость ≥350HV. | Цилиндры, детали трансмиссии. |
Технологический процесс
Однотонный цвет / Градиент:
Полировка / Пескоструйная обработка / Крацевание → Обезжиривание → Анодирование → Нейтрализация → Окрашивание → Уплотнение пор → Сушка
Двухцветный эффект:
Метод 1: Обезжиривание → Маскирование → Первое анодирование → Второе анодирование → Уплотнение пор
Метод 2: Обезжиривание → Первое анодирование → Лазерная гравировка → Второе анодирование → Уплотнение пор
Электрофорез
Электрофоретическое покрытие использует электрохимические методы для осаждения коллоидных частиц органической смолы на поверхность детали, образуя прозрачные или цветные органические покрытия.
Особенности
Преимущества:
- Богатая цветовая палитра: можно получить золотой, кофейный, оружейный, черный и др. цвета.
- Хорошая адгезия к основанию, допускает механическую обработку.
- Отличная коррозионная стойкость (испытание в солевом тумане может достигать более 400 часов).
- Высокая устойчивость к обесцвечиванию.
Недостатки:
- Средняя способность скрывать дефекты.
- Электрофорез деталей, отлитых под давлением, требует высоких стандартов предварительной обработки.
Технологический процесс
Обезжиривание → Удаление оксидной пленки → Хроматирование → Электрофорез → Сушка → Контроль → Упаковка
Микродуговое оксидирование (МДО)
Микродуговое оксидирование — это передовой процесс, при котором подается высокое напряжение в слабощелочном растворе электролита, с использованием дугового разряда для формирования слоя керамической пленки на поверхности алюминия.
Особенности
| Преимущества | Описание |
| Чрезвычайно высокая поверхностная твердость | HV>1200, превосходит термообработанную сталь. |
| Керамическая текстура | Матовый внешний вид, приятна на ощупь, устойчива к отпечаткам пальцев. |
| Отличная коррозионная стойкость | Испытание в солевом тумане >480 ч. |
| Широкий выбор основ | Подходит для Al, Ti, Zn, Mg и их сплавов. |
| Хорошая изоляция | Сопротивление изоляции до 100 МОм. |
Недостатки: в настоящее время ограниченный выбор цветов, высокое энергопотребление (примерно в 5 раз выше, чем при обычном оксидировании), шероховатая поверхность, требующая последующей обработки.
Вакуумное PVD-покрытие
PVD (физическое осаждение из газовой фазы) — это технология нанесения тонких пленок с помощью физических процессов, способная покрывать металлические поверхности высокотвердыми, износостойкими металлокерамическими декоративными покрытиями.
Технологический процесс
Очистка → Загрузка в вакуумную камеру → Ионная очистка → Нанесение покрытия → Охлаждение и выгрузка → Постобработка
Гальваника
Гальваника использует электролиз для нанесения металлической пленки на поверхность металла и является важным методом улучшения свойств алюминиевых сплавов.
Преимущества гальванического покрытия алюминия
- Улучшает декоративные свойства, повышает поверхностную твердость и износостойкость.
- Снижает коэффициент трения, улучшает смазывающую способность.
- Улучшает электропроводность и коррозионную стойкость.
- Облегчает сварку и восстановление размеров.
Распространенные виды гальванических покрытий и их применение
| Тип покрытия | Область применения |
| Черное покрытие (черный цинк, черный никель) | Оптоэлектроника, медицинские приборы. |
| Золочение, серебрение | Высокоточные клеммы проводов, электропроводящие элементы. |
| Комбинация медь-никель-хром | Спортивный инвентарь, освещение, электронная промышленность. |
| Твердое хромирование | Цилиндры, гидравлика, системы трансмиссии. |
Технологический процесс
Обезжиривание → Щелочное травление → Активация → Цинкатная обработка → Активация → Гальваника → Хромирование / Пассивация → Сушка
Порошковая окраска
При порошковой окраске используется электростатический эффект для равномерного осаждения порошковой краски на поверхность детали с последующим формированием покрытия путем запекания при высоких температурах.
Особенности
- Богатые цвета, доступны глянцевые и матовые варианты.
- Коэффициент использования до 100%, экологичность.
- Сильная способность скрывать дефекты.
- Возможность имитации фактуры дерева.
- Низкая стоимость, подходит для архитектурного профиля, мебели и корпусов радиаторов.
Хроматирование
Хроматирование формирует химическую конверсионную пленку толщиной 0, 5-4 мкм на поверхности изделия с хорошими адсорбционными свойствами, в основном используется в качестве грунтовки перед покраской.
Особенности
- Внешний вид может быть золотисто-желтым, алюминиевым или зеленым.
- Хорошая электропроводность, подходит для электронных устройств.
- Мягкий слой пленки, не износостойкий, не подходит для наружных декоративных деталей.
Химическое никелирование
Химическое (бестоковое) покрытие — это процесс автокаталитического восстановления и осаждения, который не требует внешнего тока и позволяет получать однородные покрытия на деталях любой геометрической формы.
Особенности
- Образует покрытие из никель-фосфорного сплава; покрытия с содержанием фосфора более 8% являются аморфными и обладают превосходной коррозионной стойкостью.
- После термообработки твердость может достигать HV1150, что близко к твердому хрому.
- Может применяться к различным маркам алюминия и его сплавам.
Процессы декоративной обработки поверхности
Крацевание
Классификация по типу рисунка:
| Тип | Эффект |
| Прямое крацевание | Непрерывные или прерывистые прямые линии. |
| Хаотичное крацевание | Нерегулярные матовые шелковистые узоры. |
| Резьбовое крацевание | Спиралевидные узоры одинаковой ширины. |
| Волнообразное крацевание | Волнообразные узоры. |
| Спиральное крацевание | Вращающиеся полированные шелковистые узоры, используются для декоративных циферблатов. |
Пескоструйная обработка
Пескоструйная обработка позволяет достичь различных светоотражающих или матовых эффектов, очистить поверхность от заусенцев и придать деталям однородный металлический цвет. В зависимости от требований выбирается кварцевый песок различной зернистости.
Алмазная проточка (High Gloss)
При алмазной проточке используются фрезы с ЧПУ для высокоточной обработки кромок алюминия или рельефных символов. Общие эффекты включают блестящие края (С-образные фаски), блестящие поверхности и CD-текстуры (концентрические круги).
Травление
При травлении используется экспонирование и проявление пластин, а затем растворение и коррозия химическими растворами для формирования вогнуто-выпуклых или сквозных эффектов, что позволяет осуществлять тонкую обработку металлических поверхностей.
Как выбрать правильный процесс обработки поверхности?
Выбор процесса обработки поверхности требует учета следующих факторов:
| Критерий | Рекомендация |
| Среда использования | Покрытие PVDF для наружного применения, покрытие PE для внутреннего. |
| Функциональные требования | Хроматирование для электропроводности, твердое анодирование для износостойкости. |
| Декоративные требования | Цветное анодирование для разнообразия цветов, гальваника для металлической текстуры. |
| Бюджет | Порошковая окраска имеет самую низкую стоимость, микродуговое оксидирование — самую высокую. |
| Тип материала | Алюминий, отлитый под давлением, не подходит для анодирования; можно выбрать покраску или гальванику. |
Детали процесса и часто задаваемые вопросы (FAQ)
В1: Почему литой под давлением алюминий нельзя анодировать?
О: Литой алюминий (например, ADC12) содержит большое количество кремния (Si) и меди (Cu). В процессе анодирования кремний не окисляется, из-за чего слой пленки кажется серовато-черным и неоднородным; медь растворяется в первую очередь, вызывая точечные отверстия. Поэтому для алюминия, отлитого под давлением, обычно используется окраска распылением, гальваника или специальная пассивация литого алюминия.
В2: Есть ли разница между «необработанным (литым) алюминием» и «деформируемым алюминием» при обработке поверхности?
О: Да. Деформируемый алюминий (деформируемые алюминиевые сплавы, такие как 6063, 5052) имеет высокую чистоту и плотную структуру, что делает его наиболее подходящим для анодирования и способным создавать красивую естественную или цветную поверхность. Литой алюминий имеет рыхлую структуру с множеством пор и обычно подходит только для окраски распылением или химического оксидирования.
В3: В чем разница между «кислотным травлением» и «щелочным травлением»?
О: Традиционное щелочное травление (с использованием гидроксида натрия) легко вызывает межкристаллитную коррозию на поверхностях алюминия и плохо справляется с высококремнистыми алюминиевыми сплавами. Процесс кислотного травления (кислотного пескоструя) использует ионы фтора и растворы кислот, отличается быстрым формированием пленки, тонкой и однородной поверхностью и является относительно экологически чистым (при правильном обращении). Особенно в производстве алюминиевых трубок для холодильного оборудования, процесс кислотного травления обеспечивает коррозионную стойкость и герметичность, намного превосходящие традиционные методы.
В4: Каковы распространенные дефекты обработки поверхности?
- Окраска распылением: апельсиновая корка (плохое выравнивание), точечные отверстия (масло или летучие вещества на детали), отслаивание краски (плохое хроматирование при предварительной обработке).
- Оксидирование: разница в цвете (плохая проводимость или колебания состава ванны), белые пятна (неполная очистка или рыхлый материал), плохое уплотнение (поверхность липкая, легко впитывает грязь).
Заключение
Существует множество видов процессов обработки поверхности алюминия, каждый из которых имеет свои уникальные преимущества и области применения. От базовой механической предварительной обработки до передового микродугового оксидирования, от традиционного анодирования до современного PVD-покрытия — эти технологии вместе образуют комплексную систему обработки поверхности алюминиевых изделий.
Выбор подходящего процесса обработки поверхности не только улучшает долговечность и эстетику изделия, но и значительно продлевает срок его службы и снижает затраты на техническое обслуживание. Рекомендуется всесторонне оценивать и выбирать наиболее подходящее решение для обработки на основе конкретного сценария применения, требований к производительности и бюджета.
