











Oberflächenbehandlungsverfahren für Aluminium
Unbehandelte Aluminiumoberflächen neigen zur Oxidation, sind nicht verschleißfest und korrodieren leicht. Professionelle Oberflächenbehandlungsverfahren sind unerlässlich, um die Gesamtleistung von Aluminiumprodukten zu verbessern.
Was ist Aluminium-Oberflächenbehandlung? Was sind die Vorteile?
Die Aluminium-Oberflächenbehandlung bezieht sich auf die Bildung eines Schutzfilms auf Aluminiumprodukten durch mechanische und chemische Methoden, um folgende Zwecke zu erreichen:
- Verbesserte Korrosionsbeständigkeit: Schützt Aluminium vor Umwelteinflüssen.
- Erhöhte Verschleißfestigkeit: Verlängert die Produktlebensdauer.
- Bessere dekorative Effekte: Erzielt verschiedene Farben und Texturen.
- Verbesserte funktionale Eigenschaften: Wie Leitfähigkeit, Isolierung und Wärmeableitung.
Der gesamte Oberflächenbehandlungsprozess umfasst: Vorbehandlung → Filmbildung → Nachbehandlung des Films → Verpackung und Lagerung. Die Qualität der Vorbehandlung bestimmt direkt den endgültigen Filmbildungseffekt und ist die entscheidende Grundlage des gesamten Prozesses.
Materialeigenschaften von Aluminiumlegierungen
Das Verständnis der Eigenschaften von Aluminiumlegierungen hilft zu erklären, warum eine Oberflächenbehandlung notwendig ist:
| Eigenschaft | Beschreibung |
| Geringe Dichte | Ca. 2, 7 g/cm³, nur 1/3 der Dichte von Kupfer oder Eisen. |
| Hohe Plastizität | Gute Duktilität, kann in verschiedene Formen gebracht werden. |
| Gute elektrische und thermische Leitfähigkeit | Wird nur von Gold, Silber und Kupfer übertroffen. |
| Natürlicher Oxidfilm | Die Oberfläche bildet auf natürliche Weise einen schützenden Oxidfilm, der jedoch dünn und ungleichmäßig ist. |
| Leicht zu verfestigen | Die Festigkeit kann durch Legieren und Wärmebehandlung stark verbessert werden. |
Obwohl Aluminium an der Luft auf natürliche Weise einen Oxidfilm bildet, ist dieser Film nur 0, 01-0, 02 μm dick, locker, porös und ungleichmäßig, so dass es schwierig ist, einen zuverlässigen Schutz zu bieten. Daher ist eine künstliche Oberflächenbehandlung erforderlich, um eine Schutzschicht mit besserer Leistung zu erhalten.
Vorbehandlungsverfahren: Die Grundlage der Oberflächenbehandlung
Die Vorbehandlung wird in zwei Kategorien unterteilt: mechanische Behandlung und chemische Behandlung. Der Zweck ist es, ideale Oberflächenbedingungen für die anschließende Filmbildung zu schaffen.
Mechanische Vorbehandlung
| Verfahren | Prinzip und Funktion |
| Polieren | Das mit hoher Geschwindigkeit rotierende Polierrad erzeugt Reibungswärme am Werkstück, was zu einer plastischen Verformung der Metalloberfläche führt, Grate und Kratzer entfernt und ein Hochglanzfinish (Spiegelglanz) erzielt. |
| Sandstrahlen | Verwendet Druckluft, um Strahlmittel mit hoher Geschwindigkeit auf die Oberfläche zu sprühen, wodurch ein gleichmäßiges, mattes Sandfinish erzielt und gleichzeitig die mechanischen Eigenschaften verbessert werden. |
| Bürsten (Drahtziehen) | Verwendet rotierende Bürstenräder, um für dekorative Zwecke regelmäßige Linienmuster auf der Oberfläche zu erzeugen. |
| Gleitschleifen (Trommeln) | Erzielt einen Poliereffekt durch gegenseitige Reibung zwischen Werkstücken und Schleifkörpern in einer rotierenden Trommel. |
Chemische Vorbehandlung
Die chemische Vorbehandlung entfernt effektiv Öl, Verunreinigungen und natürliche Oxidfilme und verleiht Aluminium eine saubere und aktive Oberfläche.
Ablauf eines typischen chemischen Vorbehandlungsprozesses:
Entfetten → Alkalisches Ätzen → Dekapieren (Smut-Entfernung) → Waschen mit Wasser
- Entfetten: Entfernt Oberflächenöle und Staub, meist unter Verwendung von sauren Entfettungslösungen.
- Alkalisches Ätzen: Tauchätzen in Natriumhydroxidlösung zur vollständigen Entfernung des natürlichen Oxidfilms.
- Dekapieren: Entfernt anhaftende Metallverbindungsschichten (Smut), die nach dem alkalischen Waschen zurückbleiben.
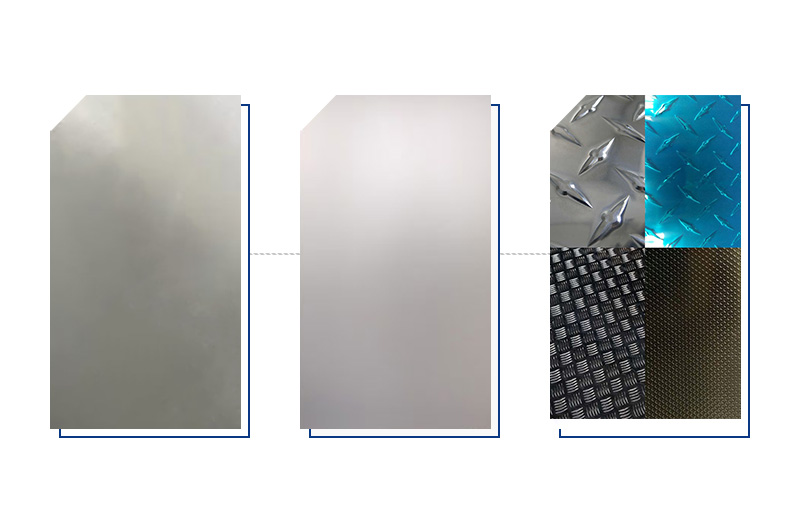
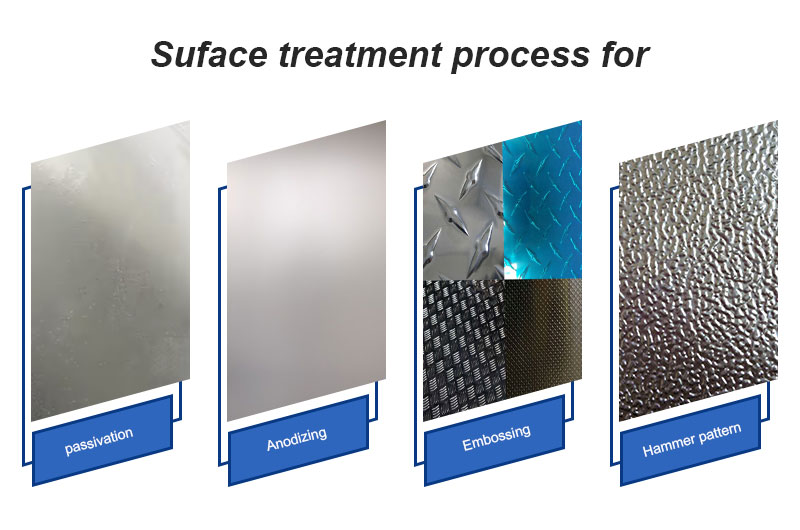
Detaillierte Erklärung der wichtigsten Oberflächenbehandlungsverfahren
Eloxieren (Anodisieren)
Das Eloxieren ist das am weitesten verbreitete Verfahren in der Aluminium-Oberflächenbehandlung und nutzt elektrochemische Prinzipien, um einen Al₂O₃-Oxidfilm auf der Aluminiumoberfläche zu erzeugen.
Verfahrensprinzip
Aluminiumprodukte werden als Anoden in einer Elektrolytlösung platziert. Wenn Strom angelegt wird, reagiert der an der Anode freigesetzte Sauerstoff mit Aluminium, um einen Aluminiumoxidfilm zu bilden. Dieser Film besteht aus zwei Teilen:
- Sperrschicht: Ein dichter, dünner Film, der eng mit dem Metallsubstrat verbunden ist.
- Poröse Schicht: Hat eine wabenartige Struktur mit kontrollierbarer Dicke.
Eigenschaften des Oxidfilms
| Eigenschaft | Leistung |
| Härte | 196-490 HV, Harteloxieren kann 400-1200 HV erreichen. |
| Korrosionsbeständigkeit | Stabil in der Atmosphäre und im Boden. |
| Isolierung | Thermische Stabilität bis 1500°C. |
| Dekorative Eigenschaften | Kann eingefärbt werden, um jede beliebige Farbe außer Weiß zu erzielen. |
Gängige Eloxalverfahren
| Typ | Eigenschaften | Anwendungen |
| Schwefelsäure-Eloxieren | Kostengünstig, transparenter Film, einfache Färbung. | Am weitesten verbreitet. |
| Chromsäure-Eloxieren | Dünner Film (2-5 μm), geeignet für Präzisionsteile. | Militär, Luft- und Raumfahrt. |
| Oxalsäure-Eloxieren | Gute Verschleißfestigkeit und Isolierung. | Spezielle Anwendungen. |
| Harteloxieren | Schichtdicke ≥25 μm, Härte ≥350 HV. | Zylinder, Getriebeteile. |
Prozessablauf
Einfarbig / Farbverlauf:
Polieren / Sandstrahlen / Bürsten → Entfetten → Eloxieren → Neutralisieren → Färben → Verdichten (Sealing) → Trocknen
Zweifarbeneffekt:
Methode 1: Entfetten → Abdecken (Maskieren) → Erstes Eloxieren → Zweites Eloxieren → Verdichten
Methode 2: Entfetten → Erstes Eloxieren → Lasergravur → Zweites Eloxieren → Verdichten
Elektrophorese (KTL-Beschichtung)
Die elektrophoretische Beschichtung verwendet elektrochemische Methoden, um kolloidale Partikel aus organischem Harz auf der Werkstückoberfläche abzuscheiden und transparente oder verschiedenfarbige organische Beschichtungen zu bilden.
Eigenschaften
Vorteile:
- Reichhaltige Farben, können in Gold, Kaffeebraun, Gunmetal (Rotguss), Schwarz usw. formuliert werden.
- Gute Haftung auf dem Substrat, kann mechanisch bearbeitet werden.
- Hervorragende Korrosionsbeständigkeit (Salzsprühtest kann über 400 Stunden erreichen).
- Starke Beständigkeit gegen Verfärbung.
Nachteile:
- Durchschnittliche Fähigkeit, Defekte abzudecken.
- Die Elektrophorese von Druckgussteilen stellt hohe Anforderungen an die Vorbehandlung.
Prozessablauf
Entfetten → Entfernung des Oxidfilms → Chromatieren → Elektrophorese → Trocknen → Inspektion → Verpackung
Mikrobogenoxidation (MAO)
Die Mikrobogenoxidation ist ein fortschrittliches Verfahren, das eine Hochspannung in einer schwach alkalischen Elektrolytlösung anlegt und eine Bogenentladung nutzt, um eine keramische Filmschicht auf der Aluminiumoberfläche zu bilden.
Eigenschaften
| Vorteile | Beschreibung |
| Extrem hohe Oberflächenhärte | HV>1200, übertrifft wärmebehandelten Stahl. |
| Keramische Textur | Mattes Aussehen, feine Haptik, fingerabdruckresistent. |
| Hervorragende Korrosionsbeständigkeit | Salzsprühtest >480h. |
| Breites Spektrum an Substraten | Geeignet für Al, Ti, Zn, Mg und deren Legierungen. |
| Gute Isolierung | Isolationswiderstand bis zu 100 MΩ. |
Nachteile: Derzeit begrenzte Farben, hoher Energieverbrauch (etwa 5-mal so hoch wie bei der gewöhnlichen Oxidation), raue Oberfläche, die eine Nachbehandlung erfordert.
PVD-Vakuumbeschichtung
PVD (Physical Vapor Deposition) ist eine Technologie, die physikalische Prozesse zur Abscheidung dünner Schichten verwendet und Metalloberflächen mit dekorativen Metall-Keramik-Beschichtungen mit hoher Härte und hoher Verschleißfestigkeit beschichten kann.
Prozessablauf
Reinigen → Laden der Vakuumkammer → Ionenreinigung → Beschichten → Kühlen und Entladen → Nachbehandlung
Galvanisieren
Das Galvanisieren verwendet die Elektrolyse, um einen Metallfilm auf der Metalloberfläche aufzubringen, eine wichtige Methode zur Verbesserung der Leistung von Aluminiumlegierungen.
Vorteile des Galvanisierens von Aluminium
- Verbessert die dekorativen Eigenschaften, erhöht die Oberflächenhärte und die Verschleißfestigkeit.
- Reduziert den Reibungskoeffizienten, verbessert die Schmierfähigkeit.
- Verbessert die elektrische Leitfähigkeit und Korrosionsbeständigkeit.
- Erleichtert das Schweißen und die Maßreparatur.
Gängige Beschichtungsarten und Anwendungen
| Beschichtungsart | Anwendungsbereich |
| Schwarzbeschichtung (Schwarzverzinken, Schwarzvernickeln) | Optoelektronik, medizinische Geräte. |
| Vergolden, Versilbern | Hochpräzise Kabelklemmen, elektronische Leitfähigkeit. |
| Kupfer-Nickel-Chrom-Kombination | Sportausrüstung, Beleuchtung, Elektronikindustrie. |
| Hartchrom | Zylinder, Hydraulik, Getriebesysteme. |
Prozessablauf
Entfetten → Alkalisches Ätzen → Aktivierung → Zink-Tauchbad (Zinkatbehandlung) → Aktivierung → Galvanisieren → Verchromen/Passivieren → Trocknen
Pulverbeschichtung
Die Pulverbeschichtung nutzt elektrostatische Wirkung, um Pulverlack gleichmäßig auf der Werkstückoberfläche zu adsorbieren, und bildet durch Einbrennen bei hohen Temperaturen eine Beschichtung.
Eigenschaften
- Reichhaltige Farben, Hochglanz- und Mattoptionen verfügbar.
- Ausnutzungsgrad bis zu 100 %, umweltfreundlich.
- Starke Fähigkeit, Defekte abzudecken.
- Kann einen Holzmaserungseffekt imitieren.
- Kostengünstig, geeignet für Architekturmöbel und Kühlkörpergehäuse.
Chromatieren (Konversionsbeschichtung)
Die Chromatierung bildet einen chemischen Umwandlungsfilm von 0, 5-4 μm auf der Produktoberfläche mit guten Adsorptionseigenschaften, der hauptsächlich als Grundierung für die Lackierung verwendet wird.
Eigenschaften
- Aussehen in Goldgelb, Aluminiumfarbe oder Grün.
- Gute elektrische Leitfähigkeit, geeignet für elektronische Produkte.
- Weiche Filmschicht, nicht verschleißfest, nicht für äußere Dekorationsteile geeignet.
Chemisch Nickel (Stromlose Vernickelung)
Die stromlose Abscheidung ist ein autokatalytischer Reduktionsabscheidungsprozess, der keinen externen Strom benötigt und gleichmäßige Beschichtungen auf Teilen jeder geometrischen Form erzielen kann.
Eigenschaften
- Erzeugt eine Nickel-Phosphor-Legierungsbeschichtung; Beschichtungen mit einem Phosphorgehalt von über 8 % sind amorph mit ausgezeichneter Korrosionsbeständigkeit.
- Die Härte kann nach der Wärmebehandlung HV1150 erreichen, was Hartchrom nahekommt.
- Kann auf verschiedene Aluminium- und Aluminiumlegierungen angewendet werden.
Dekorative Oberflächenverfahren
Bürsten (Drahtziehen / Hairline-Finish)
Klassifiziert nach Mustertyp:
| Typ | Effekt |
| Gerades Bürsten | Kontinuierliche oder unterbrochene gerade Linienmuster. |
| Zufälliges Bürsten | Unregelmäßige matte Seidenmuster. |
| Gewindebürsten | Spiralmuster mit gleichbleibender Breite. |
| Wellenbürsten | Wellenartige Muster. |
| Spiralbürsten | Rotierend polierte Seidenmuster, verwendet für dekorative Zifferblätter. |
Sandstrahlen
Sandstrahlen kann verschiedene reflektierende oder matte Effekte erzielen, Oberflächengrate reinigen und Werkstücken eine gleichmäßige metallische Farbe verleihen. Je nach den Anforderungen wird Quarzsand in verschiedenen Körnungen (Mesh) ausgewählt.
Hochglanzbearbeitung (Glanzdrehen)
Bei der Hochglanzbearbeitung werden CNC-Fräser für die Präzisionsbearbeitung von Aluminiumkanten oder erhabenen Zeichen verwendet. Häufige Effekte sind helle Kanten (C-Kanten/Fasen), glänzende Oberflächen und CD-Muster.
Ätzen (Gravieren)
Das Ätzen nutzt Belichtungsplattenherstellung und Entwicklung und löst und korrodiert dann mit chemischen Lösungen, um konkav-konvexe oder hohle Effekte zu bilden, was eine feine Bearbeitung von Metalloberflächen ermöglicht.
Wie wählt man das richtige Oberflächenbehandlungsverfahren aus?
Bei der Auswahl eines Oberflächenbehandlungsverfahrens müssen folgende Faktoren berücksichtigt werden:
| Überlegung | Empfehlung |
| Einsatzumgebung | PVDF-Beschichtung für den Außenbereich, PE-Beschichtung für den Innenbereich. |
| Funktionale Anforderungen | Chromatieren für Leitfähigkeit, Harteloxieren für Verschleißfestigkeit. |
| Dekorative Anforderungen | Eloxal-Färbung für mehrere Farben, Galvanisieren für metallische Textur. |
| Budget | Pulverbeschichtung hat die niedrigsten Kosten, Mikrobogenoxidation die höchsten Kosten. |
| Materialart | Druckgussaluminium ist nicht zum Eloxieren geeignet; es kann Beschichtung oder Galvanisieren gewählt werden. |
Prozessdetails und häufig gestellte Fragen (Q&A)
F1: Warum kann Druckgussaluminium nicht eloxiert werden?
A: Druckgussaluminium (wie ADC12) enthält große Mengen an Silizium (Si) und Kupfer (Cu). Während des Eloxierprozesses oxidiert das Silizium nicht, wodurch die Filmschicht grauschwarz und diskontinuierlich erscheint; Kupfer löst sich bevorzugt auf und verursacht Poren (Pinholes). Daher verwendet Druckgussaluminium typischerweise Sprühlackierung, Galvanisierung oder eine spezielle Passivierungsbehandlung für Druckgussaluminium.
F2: Gibt es bei der Oberflächenbehandlung einen Unterschied zwischen "Rohaluminium" (Guss) und "Knetaluminium"?
A: Ja. Knetaluminium (verformbare Aluminiumlegierungen, wie 6063, 5052) hat eine hohe Reinheit und eine dichte Struktur, wodurch es sich am besten zum Eloxieren eignet und schöne natürliche oder farbige Oberflächen erzeugen kann. Rohaluminium (Gussaluminium) hat eine lockere Struktur mit vielen Poren und ist im Allgemeinen nur zum Sprühlackieren oder zur chemischen Oxidation geeignet.
F3: Was ist der Unterschied zwischen "Säurebeizen" und "alkalischem Ätzen"?
A: Das herkömmliche alkalische Ätzen (unter Verwendung von Natriumhydroxid) kann leicht zu interkristalliner Korrosion auf Aluminiumoberflächen führen und hat bei Aluminiumlegierungen mit hohem Siliziumgehalt schlechte Behandlungseffekte. Das Säurebeizverfahren (Säuresand) verwendet Fluoridionen und Säurelösungen, mit schneller Filmbildung, feiner und gleichmäßiger Oberfläche und ist relativ umweltfreundlich (bei sachgemäßer Handhabung). Insbesondere in der Kälte-Aluminiumrohrindustrie bietet das Säuresandverfahren eine Korrosionsbeständigkeit und Luftdichtheit, die herkömmlichen Verfahren weit überlegen ist.
F4: Was sind häufige Fehler bei der Oberflächenbehandlung?
- Sprühlackierung: Orangenhaut (schlechter Verlauf), Poren (Öl oder flüchtige Stoffe auf dem Werkstück), Abblättern der Farbe (schlechte Chromatierung in der Vorbehandlung).
- Oxidation (Eloxieren): Farbunterschied (schlechte Leitfähigkeit oder Schwankung der Badzusammensetzung), weiße Flecken (unvollständige Reinigung oder lockeres Material), schlechtes Verdichten (fühlt sich klebrig an, nimmt leicht Schmutz auf).
Zusammenfassung
Es gibt viele Arten von Oberflächenbehandlungsverfahren für Aluminium, von denen jedes seine einzigartigen Vorteile und anwendbaren Szenarien hat. Von der grundlegenden mechanischen Vorbehandlung bis zur fortschrittlichen Mikrobogenoxidation, vom traditionellen Eloxieren bis zur modernen PVD-Beschichtung bilden diese Technologien zusammen ein komplettes System für die Oberflächenbehandlung von Aluminiumprodukten.
Die Wahl des geeigneten Oberflächenbehandlungsverfahrens verbessert nicht nur die Haltbarkeit und Ästhetik des Produkts, sondern verlängert auch die Lebensdauer erheblich und senkt die Wartungskosten. Es wird empfohlen, die am besten geeignete Behandlungslösung basierend auf dem spezifischen Anwendungsszenario, den Leistungsanforderungen und dem Budget des Produkts umfassend zu bewerten und auszuwählen.
