











Processus de traitement de surface de l'aluminium
Les surfaces en aluminium non traitées sont sujettes à l'oxydation, manquent de résistance à l'usure et se corrodent facilement. Des processus professionnels de traitement de surface sont essentiels pour améliorer les performances globales des produits en aluminium.
Qu'est-ce que le traitement de surface de l'aluminium ? Quels en sont les avantages ?
Le traitement de surface de l'aluminium désigne la formation d'un film protecteur sur les produits en aluminium par des méthodes mécaniques et chimiques pour atteindre les objectifs suivants :
- Amélioration de la résistance à la corrosion : Protège l'aluminium de l'érosion environnementale.
- Amélioration de la résistance à l'usure : Prolonge la durée de vie du produit.
- Meilleurs effets décoratifs : Permet d'obtenir différentes couleurs et textures.
- Amélioration des propriétés fonctionnelles : Telles que la conductivité, l'isolation et la dissipation thermique.
Le processus complet de traitement de surface comprend : Prétraitement → Formation du film → Traitement post-film → Emballage et stockage. La qualité du prétraitement détermine directement l'effet final de la formation du film et constitue la base essentielle de l'ensemble du processus.
Propriétés des matériaux en alliage d'aluminium
Comprendre les propriétés des alliages d'aluminium permet d'expliquer pourquoi le traitement de surface est nécessaire :
| Propriété | Description |
| Faible densité | Environ 2, 7 g/cm³, soit seulement 1/3 de celle du cuivre ou du fer. |
| Grande plasticité | Bonne ductilité, peut être transformé en diverses formes. |
| Bonne conductivité électrique et thermique | Seconde seulement après l'or, l'argent et le cuivre. |
| Film d'oxyde naturel | La surface forme naturellement un film d'oxyde protecteur, mais fin et irrégulier. |
| Facile à renforcer | La résistance peut être grandement améliorée grâce à l'alliage et au traitement thermique. |
Bien que l'aluminium forme naturellement un film d'oxyde dans l'air, ce film ne fait que 0, 01 à 0, 02 μm d'épaisseur, il est lâche, poreux et irrégulier, ce qui rend difficile de fournir une protection fiable. Par conséquent, un traitement de surface artificiel est nécessaire pour obtenir une couche protectrice avec de meilleures performances.
Processus de prétraitement : La base du traitement de surface
Le prétraitement est divisé en deux catégories : le traitement mécanique et le traitement chimique. Le but est de créer des conditions de surface idéales pour la formation ultérieure du film.
Prétraitement mécanique
| Processus | Principe et fonction |
| Polissage | Une roue de polissage rotative à grande vitesse génère une chaleur de friction avec la pièce, provoquant une déformation plastique de la surface métallique, éliminant les bavures et les rayures et obtenant une finition miroir. |
| Sablage | Utilise de l'air comprimé pour pulvériser des abrasifs à grande vitesse sur la surface, obtenant ainsi une finition mate et uniforme tout en améliorant les propriétés mécaniques. |
| Brossage (Tréfilage) | Utilise des roues de brossage rotatives pour former des motifs de lignes réguliers sur la surface à des fins décoratives. |
| Tonneau d'ébavurage | Permet d'obtenir un effet de polissage par le frottement mutuel entre les pièces et les abrasifs dans un tonneau rotatif. |
Prétraitement chimique
Le prétraitement chimique élimine efficacement l'huile, les contaminants et les films d'oxyde naturels, donnant à l'aluminium une surface propre et active.
Flux de processus de prétraitement chimique courant :
Dégraissage → Décapage alcalin → Désmuttage (Clarification) → Lavage à l'eau
- Dégraissage : Élimine les huiles et la poussière de la surface, en utilisant généralement des solutions de dégraissage acides.
- Décapage alcalin : Gravure par immersion dans une solution d'hydroxyde de sodium pour éliminer complètement le film d'oxyde naturel.
- Désmuttage : Élimine les résidus de composés métalliques attachés après le lavage alcalin.
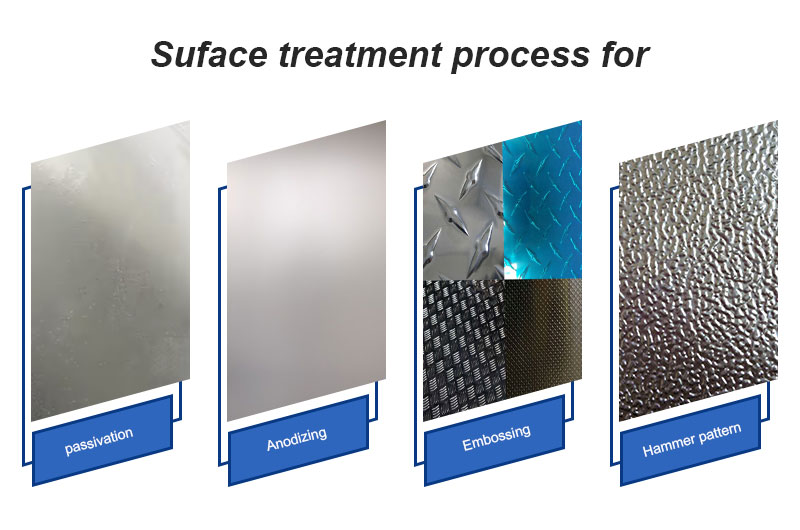
Explication détaillée des principaux processus de traitement de surface
Anodisation
L'anodisation est le processus le plus largement utilisé dans le traitement de surface de l'aluminium, utilisant des principes électrochimiques pour générer un film d'oxyde d'Al₂O₃ sur la surface de l'aluminium.
Principe du processus
Les produits en aluminium sont placés comme anodes dans une solution électrolytique. Lorsqu'un courant est appliqué, l'oxygène libéré à l'anode réagit avec l'aluminium pour former un film d'oxyde d'aluminium. Ce film se compose de deux parties :
- Couche barrière : Un film mince et dense étroitement attaché au substrat métallique.
- Couche poreuse : A une structure en nid d'abeille avec une épaisseur contrôlable.
Caractéristiques du film d'oxyde
| Caractéristique | Performance |
| Dureté | 196-490HV, l'anodisation dure peut atteindre 400-1200HV. |
| Résistance à la corrosion | Stable dans l'atmosphère et dans le sol. |
| Isolation | Stabilité thermique jusqu'à 1500°C. |
| Propriétés décoratives | Peut être teint pour obtenir n'importe quelle couleur sauf le blanc. |
Processus d'anodisation courants
| Type | Caractéristiques | Applications |
| Anodisation sulfurique | Faible coût, film transparent, coloration facile. | La plus utilisée. |
| Anodisation chromique | Film mince (2-5 μm), adapté aux pièces de précision. | Militaire, aérospatiale. |
| Anodisation oxalique | Bonne résistance à l'usure et isolation. | Applications spéciales. |
| Anodisation dure | Épaisseur de film ≥25 μm, dureté ≥350HV. | Cylindres, pièces de transmission. |
Flux du processus
Couleur unique / Couleur dégradée :
Polissage / Sablage / Brossage → Dégraissage → Anodisation → Neutralisation → Teinture → Colmatage → Séchage
Effet bicolore :
Méthode 1 : Dégraissage → Masquage → Première anodisation → Seconde anodisation → Colmatage
Méthode 2 : Dégraissage → Première anodisation → Gravure laser → Seconde anodisation → Colmatage
Électrophorèse
Le revêtement électrophorétique utilise des méthodes électrochimiques pour déposer des particules colloïdales de résine organique sur la surface de la pièce, formant des revêtements organiques transparents ou de différentes couleurs.
Caractéristiques
Avantages :
- Couleurs riches, peuvent être formulées en or, café, bronze, noir, etc.
- Bonne adhérence au substrat, peut subir un traitement mécanique.
- Excellente résistance à la corrosion (le test au brouillard salin peut atteindre plus de 400 heures).
- Forte résistance à la décoloration.
Inconvénients :
- Capacité moyenne à couvrir les défauts.
- L'électrophorèse sous pression a des exigences élevées en matière de prétraitement.
Flux du processus
Dégraissage → Élimination du film d'oxyde → Chromatation → Électrophorèse → Séchage → Inspection → Emballage
Oxydation micro-arc (MAO)
L'oxydation micro-arc est un processus avancé qui applique une haute tension dans une solution électrolytique faiblement alcaline, en utilisant une décharge à l'arc pour former une couche de film céramique sur la surface de l'aluminium.
Caractéristiques
| Avantages | Description |
| Dureté de surface extrêmement élevée | HV > 1200, dépassant l'acier traité thermiquement. |
| Texture céramique | Aspect mat, toucher fin, résistant aux traces de doigts. |
| Excellente résistance à la corrosion | Test au brouillard salin > 480h. |
| Large gamme de substrats | Convient à Al, Ti, Zn, Mg et leurs alliages. |
| Bonne isolation | Résistance d'isolement jusqu'à 100 MΩ. |
Inconvénients : Couleurs actuellement limitées, forte consommation d'énergie (environ 5 fois celle de l'oxydation ordinaire), surface rugueuse nécessitant un post-traitement.
Revêtement sous vide PVD
Le PVD (Physical Vapor Deposition) est une technologie qui utilise des processus physiques pour déposer des films minces, capable de revêtir des surfaces métalliques avec des revêtements décoratifs en métal-céramique d'une grande dureté et d'une grande résistance à l'usure.
Flux du processus
Nettoyage → Chargement dans la chambre à vide → Nettoyage ionique → Revêtement → Refroidissement et déchargement → Post-traitement
Galvanoplastie
La galvanoplastie utilise l'électrolyse pour fixer un film métallique à la surface du métal, une méthode importante pour améliorer les performances des alliages d'aluminium.
Avantages de la galvanoplastie de l'aluminium
- Améliore les propriétés décoratives, augmente la dureté de la surface et la résistance à l'usure.
- Réduit le coefficient de frottement, améliore le pouvoir lubrifiant.
- Améliore la conductivité électrique et la résistance à la corrosion.
- Facilite le soudage et la réparation dimensionnelle.
Types de placage courants et applications
| Type de placage | Domaine d'application |
| Placage noir (zinc noir, nickel noir) | Électronique optique, dispositifs médicaux. |
| Placage d'or, d'argent | Bornes de fils de haute précision, conductivité électronique. |
| Combinaison cuivre-nickel-chrome | Équipement de sport, éclairage, industrie électronique. |
| Chrome dur | Cylindres, hydraulique, systèmes de transmission. |
Flux du processus
Dégraissage → Décapage alcalin → Activation → Immersion dans le zinc → Activation → Galvanoplastie → Chromage / Passivation → Séchage
Revêtement en poudre (Thermolaquage)
Le revêtement en poudre utilise l'action électrostatique pour adsorber uniformément le revêtement en poudre sur la surface de la pièce, formant un revêtement grâce à une cuisson à haute température.
Caractéristiques
- Couleurs riches, options haute brillance et mate disponibles.
- Taux d'utilisation jusqu'à 100 %, respectueux de l'environnement.
- Forte capacité à couvrir les défauts.
- Peut imiter l'effet de grain de bois.
- Faible coût, adapté aux meubles architecturaux et aux boîtiers de dissipateurs thermiques.
Chromatation
La chromatation forme un film de conversion chimique de 0, 5 à 4 μm sur la surface du produit avec de bonnes propriétés d'adsorption, principalement utilisé comme sous-couche pour la peinture.
Caractéristiques
- Aspect jaune doré, couleur aluminium ou vert.
- Bonne conductivité électrique, adaptée aux produits électroniques.
- Couche de film souple, non résistante à l'usure, ne convient pas aux pièces décoratives externes.
Nickelage chimique
Le placage chimique (sans courant) est un processus de dépôt par réduction autocatalytique qui ne nécessite aucun courant externe et permet d'obtenir des revêtements uniformes sur des pièces de n'importe quelle forme géométrique.
Caractéristiques
- Produit un revêtement en alliage nickel-phosphore ; les revêtements avec une teneur en phosphore supérieure à 8 % sont amorphes avec une excellente résistance à la corrosion.
- La dureté peut atteindre HV1150 après traitement thermique, proche de celle du chrome dur.
- Peut être appliqué à divers types d'aluminium et alliages d'aluminium.
Processus décoratifs de surface
Brossage (Tréfilage)
Classé par type de motif :
| Type | Effet |
| Brossage droit | Motifs de lignes droites continues ou intermittentes. |
| Brossage aléatoire | Motifs de soie mats irréguliers. |
| Brossage fileté | Motifs en spirale de largeur constante. |
| Brossage ondulé | Motifs en forme de vague. |
| Brossage en spirale | Motifs de soie polis rotatifs, utilisés pour les cadrans décoratifs. |
Sablage
Le sablage permet d'obtenir différents effets réfléchissants ou mats, de nettoyer les bavures de surface et de donner aux pièces une couleur métallique uniforme. Sélectionnez du sable de quartz de différentes tailles de mailles selon les exigences.
Usinage à haute brillance (High Gloss)
La haute brillance utilise des fraises CNC pour un usinage de précision sur les bords en aluminium ou les caractères en relief. Les effets courants incluent les bords brillants (angles en C), les surfaces brillantes et les motifs de CD.
Gravure chimique (Eau-forte)
La gravure utilise la fabrication de plaques par exposition et le développement, puis dissout et corrode avec des solutions chimiques pour former des effets concaves-convexes ou creux, permettant un traitement fin des surfaces métalliques.
Comment choisir le bon processus de traitement de surface ?
Le choix d'un processus de traitement de surface nécessite de prendre en compte les facteurs suivants :
| Considération | Recommandation |
| Environnement d'utilisation | Revêtement PVDF pour l'extérieur, revêtement PE pour l'intérieur. |
| Exigences fonctionnelles | Chromatation pour la conductivité, anodisation dure pour la résistance à l'usure. |
| Exigences décoratives | Teinture anodisée pour plusieurs couleurs, galvanoplastie pour la texture métallique. |
| Budget | Le revêtement en poudre a le coût le plus bas, l'oxydation micro-arc a le coût le plus élevé. |
| Type de matériau | L'aluminium moulé sous pression ne convient pas à l'anodisation ; la peinture ou la galvanoplastie peuvent être sélectionnées. |
Détails du processus et foire aux questions (FAQ)
Q1 : Pourquoi l'aluminium moulé sous pression ne peut-il pas être anodisé ?
R : L'aluminium moulé sous pression (comme l'ADC12) contient de grandes quantités de silicium (Si) et de cuivre (Cu). Pendant le processus d'anodisation, le silicium ne s'oxyde pas, ce qui donne à la couche de film un aspect gris-noir et discontinu ; le cuivre se dissout préférentiellement, provoquant des trous d'épingle. Par conséquent, l'aluminium moulé sous pression utilise généralement la peinture au pistolet, la galvanoplastie ou un traitement de passivation spécialisé pour l'aluminium moulé sous pression.
Q2 : Y a-t-il une différence entre « l'aluminium brut (coulé) » et « l'aluminium corroyé » dans le traitement de surface ?
R : Oui. L'aluminium corroyé (alliages d'aluminium déformés, tels que 6063, 5052) présente une grande pureté et une structure dense, ce qui le rend le plus adapté à l'anodisation et capable de produire de belles finitions naturelles ou colorées. L'aluminium brut (aluminium coulé) a une structure lâche avec de nombreux pores et ne convient généralement qu'à la peinture au pistolet ou à l'oxydation chimique.
Q3 : Quelle est la différence entre le « décapage acide » et le « décapage alcalin » ?
R : La gravure alcaline traditionnelle (utilisant de l'hydroxyde de sodium) peut facilement provoquer une corrosion intergranulaire sur les surfaces en aluminium et a de faibles effets de traitement sur les alliages d'aluminium à haute teneur en silicium. Le processus de décapage acide (sable acide) utilise des ions fluorure et des solutions acides, avec une formation rapide de film, une surface fine et uniforme, et est relativement respectueux de l'environnement (s'il est manipulé correctement). Surtout dans l'industrie des tubes en aluminium pour la réfrigération, le procédé au sable acide offre une résistance à la corrosion et une étanchéité à l'air bien supérieures aux procédés traditionnels.
Q4 : Quels sont les défauts courants du traitement de surface ?
- Peinture au pistolet : Peau d'orange (mauvais nivellement), trous d'épingle (huile ou matières volatiles sur la pièce), écaillage de la peinture (mauvaise chromatation en prétraitement).
- Oxydation : Différence de couleur (mauvaise conductivité ou fluctuation de la composition du bain), taches blanches (nettoyage incomplet ou matériau lâche), mauvaise étanchéité (toucher collant, absorbe facilement la saleté).
Résumé
Il existe de nombreux types de processus de traitement de surface de l'aluminium, chacun ayant ses avantages uniques et ses scénarios d'application. Du prétraitement mécanique de base à l'oxydation micro-arc avancée, de l'anodisation traditionnelle au revêtement PVD moderne, ces technologies constituent ensemble un système complet pour le traitement de surface des produits en aluminium.
Le choix du processus de traitement de surface approprié permet non seulement d'améliorer la durabilité et l'esthétique du produit, mais prolonge également considérablement sa durée de vie et réduit les coûts de maintenance. Il est recommandé d'évaluer de manière exhaustive et de sélectionner la solution de traitement la plus appropriée en fonction du scénario d'application spécifique, des exigences de performance et du budget du produit.
