











Alüminyum yüzey işlem süreçleri
İşlenmemiş alüminyum yüzeyler oksidasyona eğilimlidir, aşınma direncinden yoksundur ve kolayca korozyona uğrar. Profesyonel yüzey işlem süreçleri, alüminyum ürünlerin genel performansını artırmak için çok önemlidir.
Alüminyum Yüzey İşlemi Nedir? Faydaları Nelerdir?
Alüminyum yüzey işlemi, aşağıdaki amaçlara ulaşmak için mekanik ve kimyasal yöntemlerle alüminyum ürünler üzerinde koruyucu bir film oluşturulmasını ifade eder:
- Gelişmiş korozyon direnci: Alüminyumu çevresel erozyondan korur.
- Artırılmış aşınma direnci: Ürün ömrünü uzatır.
- Daha iyi dekoratif etkiler: Çeşitli renkler ve dokular elde edilmesini sağlar.
- Gelişmiş işlevsel özellikler: İletkenlik, yalıtım ve ısı dağılımı gibi.
Tam yüzey işlem süreci şunları içerir: Ön İşlem → Film Oluşumu → Film Sonrası İşlem → Paketleme ve Depolama. Ön işlemin kalitesi, nihai film oluşum etkisini doğrudan belirler ve tüm sürecin kritik temelidir.
Alüminyum Alaşımlarının Malzeme Özellikleri
Alüminyum alaşım özelliklerini anlamak, yüzey işleminin neden gerekli olduğunu açıklamaya yardımcı olur:
| Özellik | Açıklama |
| Düşük yoğunluk | Yaklaşık 2.7g/cm³, bakır veya demirin sadece 1/3'ü. |
| Yüksek plastisite | İyi süneklik, çeşitli formlarda işlenebilir. |
| İyi elektriksel ve termal iletkenlik | Altın, gümüş ve bakırdan sonra ikinci sırada. |
| Doğal oksit filmi | Yüzeyde doğal olarak koruyucu bir oksit filmi oluşur, ancak ince ve pürüzlüdür. |
| Kolay güçlendirme | Alaşımlama ve ısıl işlem yoluyla mukavemet büyük ölçüde artırılabilir. |
Alüminyum havada doğal olarak bir oksit filmi oluştursa da, bu film sadece 0.01-0.02μm kalınlığında, gevşek, gözenekli ve düzensizdir ve güvenilir bir koruma sağlamayı zorlaştırır. Bu nedenle, daha iyi performansa sahip koruyucu bir katman elde etmek için yapay yüzey işlemi gereklidir.
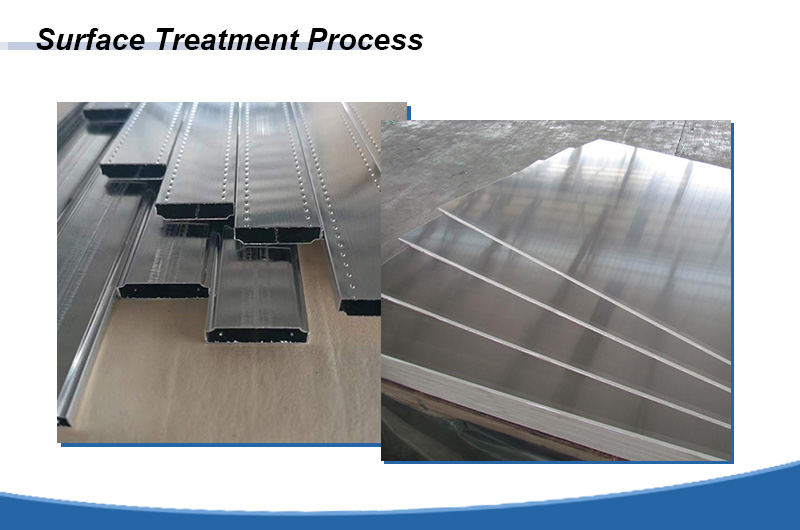
Ön İşlem Süreçleri: Yüzey İşleminin Temeli
Ön işlem iki kategoriye ayrılır: mekanik işlem ve kimyasal işlem. Amaç, sonraki film oluşumu için ideal yüzey koşulları yaratmaktır.
Mekanik Ön İşlem
| İşlem | Prensip ve İşlev |
| Polisaj (Parlatma) | Yüksek hızlı dönen polisaj çarkı, iş parçasıyla sürtünme ısısı üreterek metal yüzeyin plastik deformasyonuna neden olur, çapakları ve çizikleri giderir, ayna yüzeyi elde edilmesini sağlar. |
| Kumlama | Yüzeye yüksek hızda aşındırıcı püskürtmek için basınçlı hava kullanır, mekanik özellikleri iyileştirirken düzgün bir mat kumlu yüzey elde edilmesini sağlar. |
| Fırçalama (Tel Çekme) | Dekoratif amaçlarla yüzeyde düzenli çizgi desenleri oluşturmak için dönen fırça tekerlekleri kullanır. |
| Tamburlama | Dönen bir tambur içinde iş parçaları ve aşındırıcılar arasındaki karşılıklı sürtünme yoluyla parlatma etkisi sağlar. |
Kimyasal Ön İşlem
Kimyasal ön işlem yağı, kirleticileri ve doğal oksit filmlerini etkili bir şekilde temizleyerek alüminyuma temiz ve aktif bir yüzey kazandırır.
Yaygın kimyasal ön işlem iş akışı:
Yağ Alma → Alkali Aşındırma → Smut Alma → Su ile Yıkama
- Yağ Alma: Genellikle asidik yağ alma solüsyonları kullanarak yüzeydeki yağları ve tozu temizler.
- Alkali Aşındırma: Doğal oksit filmini tamamen çıkarmak için sodyum hidroksit solüsyonunda daldırma ile aşındırma.
- Smut Alma: Alkali yıkamadan sonra yapışan metal bileşeni kalıntılarını (smut) temizler.
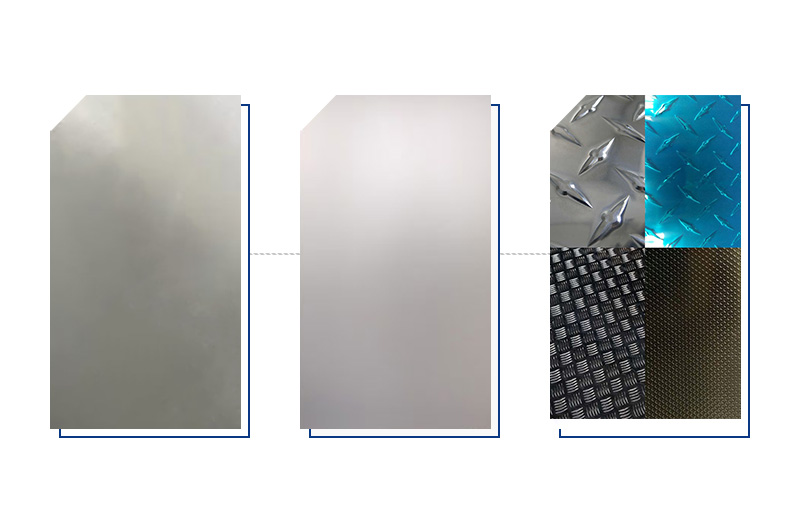
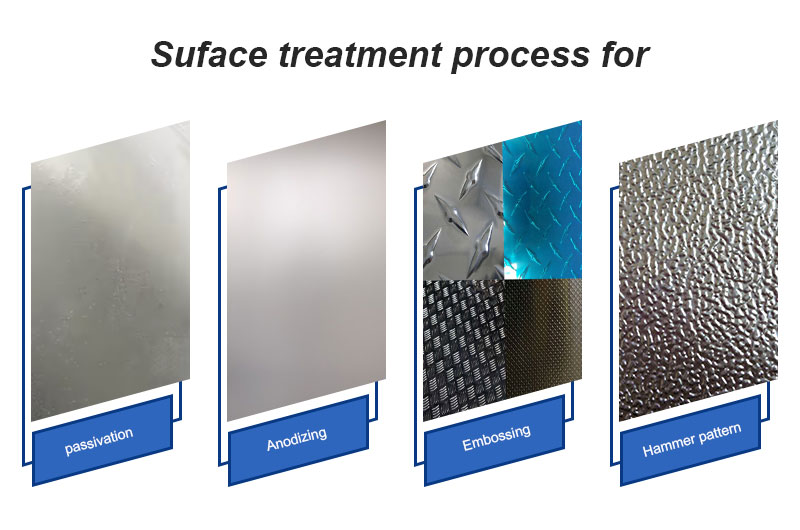
Ana Yüzey İşlem Süreçlerinin Detaylı Açıklaması
Eloksal (Anodizasyon)
Eloksal, alüminyum yüzeyinde bir Al₂O₃ oksit filmi oluşturmak için elektrokimyasal prensipleri kullanan, alüminyum yüzey işleminde en yaygın kullanılan prosestir.
İşlem Prensibi
Alüminyum ürünler bir elektrolit solüsyonuna anot olarak yerleştirilir. Akım uygulandığında, anotta salınan oksijen alüminyum ile reaksiyona girerek bir alüminyum oksit filmi oluşturur. Bu film iki bölümden oluşur:
- Bariyer tabakası: Metal alt tabakaya sıkıca bağlı yoğun bir ince film.
- Gözenekli tabaka: Kontrol edilebilir kalınlığa sahip petek yapısına sahiptir.
Oksit Film Özellikleri
| Karakteristik | Performans |
| Sertlik | 196-490HV, sert eloksal 400-1200HV'ye ulaşabilir. |
| Korozyon direnci | Atmosferde ve toprakta kararlı. |
| Yalıtım | 1500°C'ye kadar termal kararlılık. |
| Dekoratif özellikler | Beyaz hariç her rengi elde etmek için boyanabilir. |
Yaygın Eloksal İşlemleri
| Tip | Özellikler | Uygulamalar |
| Sülfürik asit eloksalı | Düşük maliyetli, şeffaf film, kolay renklendirme. | En yaygın kullanılan. |
| Kromik asit eloksalı | İnce film (2-5μm), hassas parçalar için uygundur. | Askeri, havacılık. |
| Oksalik asit eloksalı | İyi aşınma direnci ve yalıtım. | Özel uygulamalar. |
| Sert eloksal | Film kalınlığı ≥25μm, sertlik ≥350HV. | Silindirler, şanzıman parçaları. |
İş Akışı
Tek renk/Gradyan renk:
Polisaj/Kumlama/Fırçalama → Yağ Alma → Eloksal → Nötralizasyon → Boyama → Tespit (Mühürleme) → Kurutma
İki renkli etki:
Yöntem 1: Yağ Alma → Maskeleme → Birinci Eloksal → İkinci Eloksal → Tespit
Yöntem 2: Yağ Alma → Birinci Eloksal → Lazer Oyma → İkinci Eloksal → Tespit
Elektroforez
Elektroforetik kaplama, iş parçası yüzeyinde organik reçine kolloidal parçacıklarını biriktirmek için elektrokimyasal yöntemler kullanır ve şeffaf veya çeşitli renklerde organik kaplamalar oluşturur.
Özellikler
Avantajları:
- Zengin renkler; altın, kahve, tunç, siyah vb. olarak formüle edilebilir.
- Alt tabakaya iyi yapışma, mekanik işleme tabi tutulabilir.
- Mükemmel korozyon direnci (tuz sprey testi 400 saatin üzerine çıkabilir).
- Renk bozulmasına karşı güçlü direnç.
Dezavantajları:
- Kusurları örtme yeteneği ortalamadır.
- Basınçlı döküm elektroforezi, ön işlem için yüksek gereksinimlere sahiptir.
İş Akışı
Yağ Alma → Oksit Film Temizleme → Kromatlama → Elektroforez → Kurutma → İnceleme → Paketleme
Mikro Ark Oksidasyonu (MAO)
Mikro ark oksidasyonu, zayıf alkali bir elektrolit çözeltisinde yüksek voltaj uygulayan ve alüminyum yüzeyinde seramik bir film tabakası oluşturmak için ark deşarjı kullanan gelişmiş bir prosestir.
Özellikler
| Avantajlar | Açıklama |
| Son derece yüksek yüzey sertliği | HV>1200, ısıl işlem görmüş çeliği aşar. |
| Seramik doku | Mat görünüm, ince dokunuş, parmak izi bırakmaz. |
| Mükemmel korozyon direnci | Tuz sprey testi >480s. |
| Geniş alt tabaka yelpazesi | Al, Ti, Zn, Mg ve bunların alaşımları için uygundur. |
| İyi yalıtım | 100MΩ'a kadar yalıtım direnci. |
Dezavantajları: Şu anda sınırlı renkler, yüksek enerji tüketimi (sıradan oksidasyonun yaklaşık 5 katı), son işlem gerektiren pürüzlü yüzey.
PVD Vakum Kaplama
PVD (Fiziksel Buhar Biriktirme), ince filmler biriktirmek için fiziksel süreçler kullanan ve metal yüzeyleri yüksek sertlikte, yüksek aşınma direncine sahip metal seramik dekoratif kaplamalarla kaplayabilen bir teknolojidir.
İş Akışı
Temizleme → Vakum Odasına Yükleme → İyon Temizleme → Kaplama → Soğutma ve Boşaltma → Son İşlem
Elektrokaplama (Galvaniz)
Elektrokaplama, metal yüzeye bir metal filmi tutturmak için elektroliz kullanır ve alüminyum alaşım performansını artırmak için önemli bir yöntemdir.
Alüminyum Elektrokaplamanın Avantajları
- Dekoratif özellikleri geliştirir, yüzey sertliğini ve aşınma direncini artırır.
- Sürtünme katsayısını azaltır, kayganlığı iyileştirir.
- Elektriksel iletkenliği ve korozyon direncini artırır.
- Kaynak ve boyutsal onarımı kolaylaştırır.
Yaygın Kaplama Türleri ve Uygulamaları
| Kaplama Türü | Uygulama Alanı |
| Siyah kaplama (siyah çinko, siyah nikel) | Optik elektronik, tıbbi cihazlar. |
| Altın, gümüş kaplama | Yüksek hassasiyetli kablo terminalleri, elektronik iletkenlik. |
| Bakır-nikel-krom kombinasyonu | Spor ekipmanları, aydınlatma, elektronik endüstrisi. |
| Sert krom | Silindirler, hidrolik, şanzıman sistemleri. |
İş Akışı
Yağ Alma → Alkali Aşındırma → Aktivasyon → Çinko Daldırma → Aktivasyon → Elektrokaplama → Krom Kaplama/Pasivasyon → Kurutma
Toz Boya Kaplama
Toz boya, toz boyayı iş parçası yüzeyine eşit şekilde adsorbe etmek için elektrostatik etki kullanır ve yüksek sıcaklıkta fırınlama yoluyla bir kaplama oluşturur.
Özellikler
- Zengin renkler, çok parlak ve mat seçenekleri mevcuttur.
- %100'e varan kullanım oranı, çevre dostu.
- Kusurları örtmek için güçlü yetenek.
- Ahşap damarı etkisini taklit edebilir.
- Düşük maliyetli, mimari mobilyalar ve ısı emici muhafazaları için uygundur.
Kromatlama
Kromatlama, ürün yüzeyinde iyi adsorpsiyon özelliklerine sahip 0.5-4μm'lik bir kimyasal dönüşüm filmi oluşturur ve esas olarak boyama için bir alt tabaka olarak kullanılır.
Özellikler
- Görünüm altın sarısı, alüminyum rengi veya yeşildir.
- Elektronik ürünler için uygun iyi elektriksel iletkenlik.
- Yumuşak film tabakası, aşınmaya dayanıklı değil, dış dekoratif parçalar için uygun değildir.
Akımsız Nikel Kaplama
Akımsız kaplama, harici akım gerektirmeyen ve herhangi bir geometrik şekildeki parçalarda düzgün kaplamalar elde edebilen otokatalitik bir indirgeme birikim sürecidir.
Özellikler
- Nikel-fosfor alaşımlı kaplama üretir; fosfor içeriği %8'in üzerinde olan kaplamalar amorf yapıda olup mükemmel korozyon direncine sahiptir.
- Isıl işlemden sonra sertlik, sert kroma yakın olan HV1150'ye ulaşabilir.
- Çeşitli alüminyum ve alüminyum alaşımlarına uygulanabilir.
Yüzey Dekoratif İşlemleri
Fırçalama (Tel Çekme)
Desen tipine göre sınıflandırılır:
| Tip | Etki |
| Düz fırçalama | Sürekli veya kesintili düz çizgi desenleri. |
| Rastgele fırçalama | Düzensiz mat ipeksi desenler. |
| İplik fırçalama | Tutarlı genişlikte spiral desenler. |
| Dalga fırçalama | Dalga benzeri desenler. |
| Spiral fırçalama | Dekoratif kadranlar için kullanılan döner cilalı ipeksi desenler. |
Kumlama
Kumlama, farklı yansıtıcı veya mat etkiler elde edebilir, yüzey çapaklarını temizleyebilir ve iş parçalarının tekdüze metalik renk sunmasını sağlayabilir. Gereksinimlere göre farklı ağ boyutlarında (mesh) kuvars kumu seçilir.
Çok Parlak (High Gloss) İşleme
Çok parlak işleme, alüminyum kenarlarda veya yükseltilmiş karakterlerde hassas işleme için CNC freze bıçakları kullanır. Yaygın etkiler arasında parlak kenarlar (C-açıları), parlak yüzeyler ve CD desenleri bulunur.
Aşındırma (Etching)
Aşındırma, pozlama plaka yapımı ve geliştirmeyi kullanır, ardından metal yüzeylerin ince işlenmesini sağlayan içbükey-dışbükey veya içi boş etkiler oluşturmak için kimyasal çözeltilerle çözer ve aşındırır.
Doğru Yüzey İşlem Süreci Nasıl Seçilir?
Bir yüzey işlem süreci seçerken aşağıdaki faktörler dikkate alınmalıdır:
| Dikkate Alınacak Husus | Öneri |
| Kullanım ortamı | Dış mekan kullanımı için PVDF kaplama, iç mekan kullanımı için PE kaplama. |
| İşlevsel gereksinimler | İletkenlik için kromatlama, aşınma direnci için sert eloksal. |
| Dekoratif gereksinimler | Çoklu renkler için eloksal boyama, metalik doku için elektrokaplama. |
| Bütçe | Toz boya en düşük maliyete sahiptir, mikro ark oksidasyonu en yüksek maliyete sahiptir. |
| Malzeme tipi | Basınçlı döküm alüminyum eloksal için uygun değildir; kaplama veya elektrokaplama seçilebilir. |
İşlem Detayları ve Sıkça Sorulan Sorular (Soru-Cevap)
Soru 1: Basınçlı döküm alüminyum neden eloksal yapılamaz?
Cevap: Basınçlı döküm alüminyum (ADC12 gibi) büyük miktarlarda silikon (Si) ve bakır (Cu) içerir. Eloksal işlemi sırasında silikon oksitlenmez ve film tabakasının grimsi siyah ve süreksiz görünmesine neden olur; bakır tercihen çözünerek iğne deliklerine (gözeneklere) neden olur. Bu nedenle, basınçlı döküm alüminyumda tipik olarak sprey kaplama, elektrokaplama veya özel basınçlı döküm alüminyum pasivasyon işlemi kullanılır.
Soru 2: Yüzey işleminde "ham alüminyum" (döküm) ile "dövme alüminyum" (ekstrüzyon) arasında bir fark var mı?
Cevap: Evet. Dövme alüminyum (6063, 5052 gibi deforme olmuş alüminyum alaşımları) yüksek saflığa ve yoğun yapıya sahiptir, bu da onu eloksal için en uygun hale getirir ve güzel doğal veya renkli yüzeyler üretebilir. Ham alüminyum (döküm alüminyum), birçok gözenek içeren gevşek bir yapıya sahiptir ve genellikle sadece sprey kaplama veya kimyasal oksidasyon için uygundur.
Soru 3: "Asitle dekapaj" ile "alkali aşındırma" arasındaki fark nedir?
Cevap: Geleneksel alkali aşındırma (sodyum hidroksit kullanan) alüminyum yüzeylerde kolayca taneler arası korozyona neden olabilir ve yüksek silikonlu alüminyum alaşımlarında zayıf işlem etkilerine sahiptir. Asitle dekapaj (asit kumu) işlemi, hızlı film oluşumu, ince ve düzgün yüzey ile florür iyonları ve asit çözeltileri kullanır ve (uygun şekilde işlenirse) nispeten çevre dostudur. Özellikle soğutma alüminyum tüp endüstrisinde, asit kumu süreci, geleneksel süreçlerden çok daha üstün korozyon direnci ve hava sızdırmazlığı sağlar.
Soru 4: Yaygın yüzey işlemi kusurları nelerdir?
- Sprey kaplama: Portakal kabuğu (kötü yayılma), iğne delikleri (iş parçası üzerinde yağ veya uçucular), boya soyulması (kötü ön işlem kromatlaması).
- Oksidasyon: Renk farkı (zayıf iletkenlik veya banyo bileşimi dalgalanması), beyaz lekeler (eksik temizlik veya gevşek malzeme), kötü mühürleme (yapışkan hissettirir, kiri kolayca emer).
Özet
Her biri kendine özgü avantajları ve uygulanabilir senaryoları olan birçok alüminyum yüzey işlem süreci türü vardır. Temel mekanik ön işlemden gelişmiş mikro ark oksidasyonuna, geleneksel eloksaldan modern PVD kaplamaya kadar bu teknolojiler birlikte alüminyum ürün yüzey işlemi için eksiksiz bir sistem oluşturur.
Uygun yüzey işlem sürecini seçmek, yalnızca ürünün dayanıklılığını ve estetiğini artırmakla kalmaz, aynı zamanda hizmet ömrünü önemli ölçüde uzatır ve bakım maliyetlerini düşürür. Ürünün özel uygulama senaryosuna, performans gereksinimlerine ve bütçesine dayalı olarak en uygun tedavi çözümünün kapsamlı bir şekilde değerlendirilmesi ve seçilmesi önerilir.
