











アルミニウム表面処理プロセス
未処理のアルミニウム表面は酸化しやすく、耐摩耗性に欠け、容易に腐食します。アルミニウム製品の総合的な性能を向上させるためには、専門的な表面処理プロセスが不可欠です。
アルミニウムの表面処理とは?そのメリットは?
アルミニウムの表面処理とは、以下の目的を達成するために、機械的および化学的手法を用いてアルミニウム製品の表面に保護膜を形成することを指します:
- 耐食性の向上:環境による浸食からアルミニウムを保護します。
- 耐摩耗性の向上:製品の寿命を延ばします。
- 装飾効果の向上:さまざまな色や質感を表現します。
- 機能性の向上:導電性、絶縁性、放熱性などを付与します。
表面処理の全体的なプロセスは、「前処理 → 皮膜形成 → 後処理 → 梱包・保管」という流れになります。前処理の品質は、最終的な皮膜形成の仕上がりを直接左右するため、プロセス全体において極めて重要な基礎となります。
アルミニウム合金の材料特性
アルミニウム合金の特性を理解することで、なぜ表面処理が必要なのかが分かります。
| 特性 | 説明 |
| 低密度 | 約2.7g/cm³で、銅や鉄のわずか3分の1。 |
| 高い塑性 | 延性に優れ、さまざまな形状に加工可能。 |
| 優れた導電性と熱伝導性 | 金、銀、銅に次ぐ性能。 |
| 自然酸化皮膜 | 表面に自然に保護酸化皮膜が形成されるが、薄く不均一。 |
| 強化が容易 | 合金化や熱処理によって強度を大幅に向上させることが可能。 |
アルミニウムは空気中で自然に酸化皮膜を形成しますが、この皮膜は厚さがわずか0.01〜0.02μmであり、脆く、多孔質で不均一なため、信頼性の高い保護を提供することは困難です。したがって、より優れた性能を持つ保護層を得るためには、人工的な表面処理が必要です。
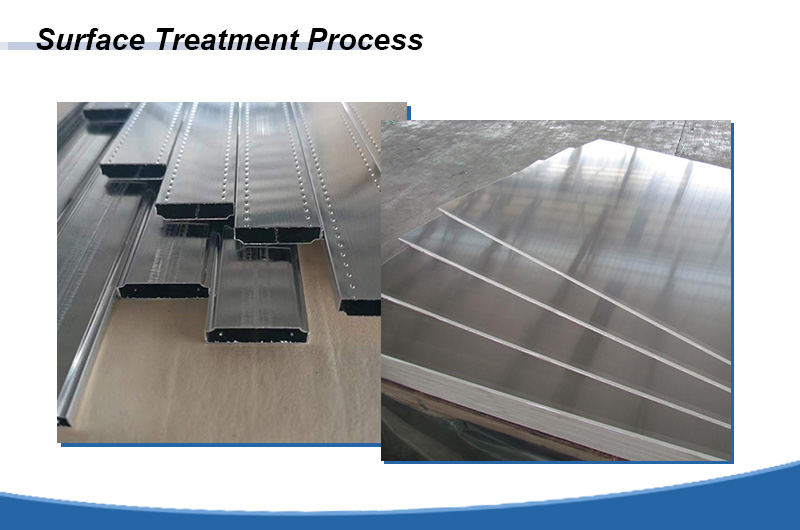
前処理プロセス:表面処理の基礎
前処理は、機械的処理と化学的処理の2種類に分けられます。その目的は、後続の皮膜形成に向けて理想的な表面状態を作り出すことです。
機械的前処理
| プロセス | 原理と機能 |
| 研磨(バフ研磨) | 高速回転する研磨ホイールとワークピースとの摩擦熱を利用して金属表面を塑性変形させ、バリや傷を取り除き、鏡面仕上げを実現します。 |
| サンドブラスト | 圧縮空気を利用して研磨材を表面に高速で吹き付け、均一なつや消し(マット)仕上げを実現すると同時に、機械的特性を向上させます。 |
| ヘアライン加工 | 回転するブラシホイールを使用して、表面に規則的な線状の模様(ヘアライン)を形成し、装飾性を高めます。 |
| バレル研磨 | 回転するバレル(樽)の中で、ワークピースと研磨材を相互に摩擦させることで研磨効果を得ます。 |
化学的前処理
化学的前処理は、油分、汚れ、自然酸化皮膜を効果的に除去し、アルミニウムに清潔で活性な表面をもたらします。
一般的な化学的前処理のフロー:
脱脂 → アルカリエッチング → スマット除去(デスマット) → 水洗
- 脱脂:表面の油分やほこりを取り除きます。一般的に酸性の脱脂液が使用されます。
- アルカリエッチング:水酸化ナトリウム水溶液に浸漬してエッチングを行い、自然酸化皮膜を完全に除去します。
- スマット除去:アルカリ洗浄後に付着した金属化合物の汚れ(スマット)を取り除きます。
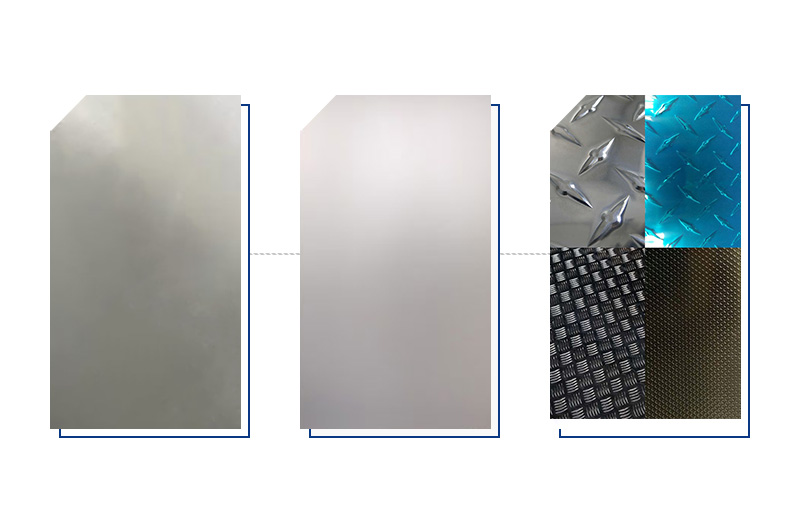
主要な表面処理プロセスの詳細解説
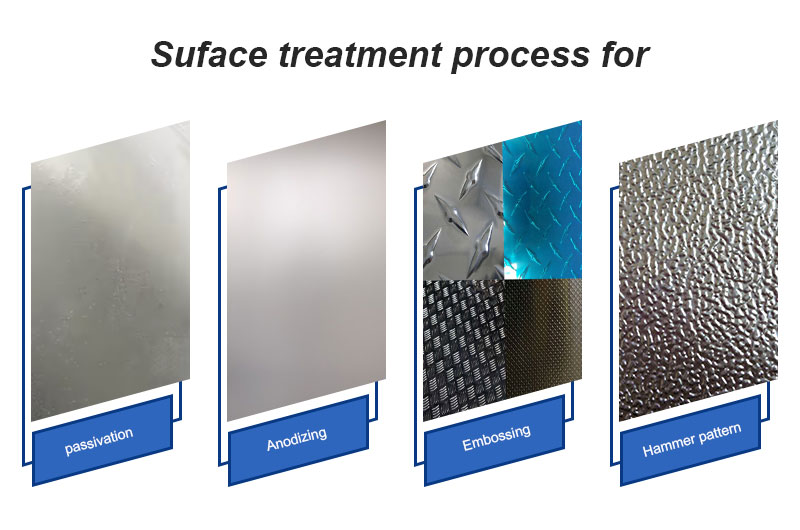
アルマイト処理(陽極酸化)
アルマイト処理は、アルミニウムの表面処理において最も広く使用されているプロセスであり、電気化学的原理を利用してアルミニウム表面に酸化アルミニウム(Al₂O₃)の皮膜を生成します。
プロセスの原理
アルミニウム製品を陽極(アノード)として電解液中に配置します。電流を流すと、陽極で発生した酸素がアルミニウムと反応し、酸化アルミニウム皮膜を形成します。この皮膜は以下の2つの部分から構成されます:
- バリア層:金属基材に密着した緻密な薄膜。
- 多孔質層:厚さを制御できるハニカム構造。
酸化皮膜の特性
| 特性 | 性能 |
| 硬度 | 196〜490HV。硬質アルマイト処理では400〜1200HVに達することもあります。 |
| 耐食性 | 大気中および土壌中で安定しています。 |
| 絶縁性 | 最大1500°Cの熱安定性。 |
| 装飾性 | 白以外の任意の色に染色可能。 |
一般的なアルマイト処理
| 種類 | 特徴 | 用途 |
| 硫酸アルマイト | 低コスト、透明な皮膜、着色が容易。 | 最も広く使用されている。 |
| クロム酸アルマイト | 薄い皮膜(2〜5μm)、精密部品に適している。 | 軍事、航空宇宙。 |
| シュウ酸アルマイト | 優れた耐摩耗性と絶縁性。 | 特殊な用途。 |
| 硬質アルマイト | 皮膜厚さ25μm以上、硬度350HV以上。 | シリンダー、トランスミッション部品。 |
プロセスの流れ
単色 / グラデーションカラー:
研磨 / サンドブラスト / ヘアライン加工 → 脱脂 → アルマイト処理 → 中和 → 染色 → 封孔処理 → 乾燥
2トーン(ツートン)効果:
方法1:脱脂 → マスキング → 1回目のアルマイト処理 → 2回目のアルマイト処理 → 封孔処理
方法2:脱脂 → 1回目のアルマイト処理 → レーザー刻印 → 2回目のアルマイト処理 → 封孔処理
電着塗装(電気泳動)
電着塗装は、電気化学的な手法を用いて有機樹脂のコロイド粒子をワークピースの表面に析出させ、透明またはさまざまな色の有機塗膜を形成するプロセスです。
特徴
メリット:
- 豊富な色彩:ゴールド、コーヒー色、ガンメタル、ブラックなどに調色可能。
- 基材との密着性が良く、機械加工が可能。
- 優れた耐食性(塩水噴霧試験で400時間以上を達成可能)。
- 変色に対する強い耐性。
デメリット:
- 欠陥を隠す能力は平均的。
- ダイカスト品の電着塗装は、前処理に高い要件が求められる。
プロセスの流れ
脱脂 → 酸化皮膜除去 → クロメート処理 → 電着塗装 → 乾燥 → 検査 → 梱包
マイクロアーク酸化(MAO)
マイクロアーク酸化(プラズマ電解酸化)は、弱アルカリ性の電解液中で高電圧を印加し、アーク放電を利用してアルミニウム表面にセラミック皮膜層を形成する高度なプロセスです。
特徴
| メリット | 説明 |
| 極めて高い表面硬度 | HV1200以上で、熱処理鋼を凌ぐ。 |
| セラミックの質感 | マットな外観、きめ細かい手触り、指紋が付きにくい。 |
| 優れた耐食性 | 塩水噴霧試験で480時間以上。 |
| 幅広い基材に対応 | Al、Ti、Zn、Mgおよびその合金に適用可能。 |
| 良好な絶縁性 | 最大100MΩの絶縁抵抗。 |
デメリット:現在のところ色が限られている、エネルギー消費量が高い(通常のアルマイト処理の約5倍)、表面が粗いため後処理が必要になる場合がある。
PVD真空コーティング
PVD(物理蒸着)は、物理的なプロセスを利用して薄膜を堆積させる技術であり、高硬度で耐摩耗性に優れた金属セラミック装飾コーティングを金属表面に施すことができます。
プロセスの流れ
洗浄 → 真空チャンバーへの投入 → イオン洗浄 → コーティング → 冷却と取り出し → 後処理
電気めっき
電気めっきは、電気分解を利用して金属表面に金属皮膜を付着させるもので、アルミニウム合金の性能を向上させる重要な手法です。
アルミニウムめっきのメリット
- 装飾性を向上させ、表面硬度と耐摩耗性を高める。
- 摩擦係数を下げ、潤滑性を改善する。
- 導電性と耐食性を向上させる。
- 溶接や寸法の修復を容易にする。
一般的なめっきの種類と用途
| めっきの種類 | 応用分野 |
| 黒色めっき(黒色亜鉛、黒色ニッケル) | 光学電子機器、医療機器 |
| 金、銀めっき | 高精度ワイヤ端子、電子伝導部品 |
| 銅-ニッケル-クロムの組み合わせ | スポーツ用品、照明、電子産業 |
| 硬質クロム | シリンダー、油圧機器、トランスミッションシステム |
プロセスの流れ
脱脂 → アルカリエッチング → 活性化 → ジンケート処理(亜鉛置換) → 活性化 → 電気めっき → クロムめっき / パシベーション(不動態化) → 乾燥
粉体塗装
粉体塗装は、静電気の作用を利用してワークピースの表面に粉体塗料を均一に吸着させ、高温での焼き付けによって塗膜を形成します。
特徴
- 豊富な色彩:高光沢およびつや消し(マット)のオプションが利用可能。
- 塗料の利用率は最大100%で、環境に優しい。
- 欠陥を隠す強力な能力。
- 木目調の効果を模倣可能。
- 低コストで、建築用家具やヒートシンクのハウジングに適している。
クロメート処理(化成処理)
クロメート処理は、吸着性に優れた0.5〜4μmの化成皮膜を製品表面に形成するもので、主に塗装の下地として使用されます。
特徴
- 外観は黄金色、アルミニウムの素地色、または緑色。
- 良好な導電性を持ち、電子製品に適している。
- 皮膜層が柔らかく耐摩耗性がないため、外部の装飾部品には適さない。
無電解ニッケルめっき
無電解めっきは、外部からの電流を必要としない自己触媒型の還元析出プロセスであり、あらゆる幾何学的形状の部品に均一なめっき皮膜を得ることができます。
特徴
- ニッケル・リン合金皮膜を生成します。リン含有量が8%を超える皮膜はアモルファス(非晶質)であり、優れた耐食性を示します。
- 熱処理後の硬度は硬質クロムに近いHV1150に達することがあります。
- さまざまなアルミニウムおよびアルミニウム合金に適用可能。
表面装飾プロセス
ヘアライン加工
パターンの種類による分類:
| 種類 | 効果 |
| ストレートヘアライン | 連続または断続的な直線の模様。 |
| ランダムヘアライン | 不規則でマットな糸状の模様(バイブレーション仕上げ)。 |
| スレッドヘアライン | 一定の幅を持つらせん状の模様。 |
| ウェーブヘアライン | 波状の模様。 |
| スパイラルヘアライン | 回転させながら研磨した模様で、装飾用のダイヤルなどに使用される(スピン仕上げ)。 |
サンドブラスト
サンドブラストは、反射効果やマット効果を変えたり、表面のバリを取り除いたり、ワークピースを均一な金属色に仕上げたりすることができます。要件に応じて、異なるメッシュサイズ(粒度)の珪砂(ケイ砂)やアルミナを選択します。
ハイグロス加工(ダイヤカット加工)
ハイグロス加工は、CNCフライスを使用し、アルミニウムのエッジや凸文字に精密加工を施します。一般的な効果としては、輝くエッジ(C面取り)、鏡面仕上げ、CDパターン(同心円状の模様)などがあります。
エッチング加工
エッチングは、露光による製版と現像を行った後、化学溶液で溶解・腐食させて凹凸や中空(透かし)の効果を形成するもので、金属表面の微細加工を可能にします。
適切な表面処理プロセスの選び方
表面処理プロセスを選択する際は、以下の要因を考慮する必要があります:
| 考慮事項 | 推奨案 |
| 使用環境 | 屋外用にはPVDFコーティング、屋内用にはPEコーティング。 |
| 機能的要件 | 導電性が必要な場合はクロメート処理、耐摩耗性には硬質アルマイト。 |
| 装飾的要件 | 多彩な色にはアルマイト染色、金属の質感には電気めっき。 |
| 予算 | 粉体塗装が最もコストが低く、マイクロアーク酸化が最も高い。 |
| 素材の種類 | アルミダイカストはアルマイト処理には不向き。塗装や電気めっきを選択する。 |
プロセスの詳細とよくある質問(Q&A)
Q1:なぜアルミダイカストはアルマイト処理ができないのですか?
A:アルミダイカスト(ADC12など)には、大量のケイ素(Si)と銅(Cu)が含まれています。アルマイト処理の過程でケイ素は酸化されないため、皮膜層が灰黒色になり不連続になります。また、銅が優先的に溶解するため、ピンホールが発生します。そのため、アルミダイカストには通常、スプレー塗装、電気めっき、または特殊なアルミダイカスト用パシベーション処理が用いられます。
Q2:表面処理において「鋳造アルミニウム(生アルミ)」と「展伸アルミニウム」に違いはありますか?
A:はい、あります。展伸アルミニウム(6063や5052などの塑性加工用アルミニウム合金)は純度が高く組織が緻密なため、アルマイト処理に最も適しており、美しい自然な仕上がりや着色仕上げが可能です。一方、鋳造アルミニウムは組織が粗く気孔が多いため、一般的にはスプレー塗装や化成処理にのみ適しています。
Q3:「酸洗(酸性エッチング)」と「アルカリエッチング」の違いは何ですか?
A:従来のアルカリエッチング(水酸化ナトリウムを使用)は、アルミニウム表面に粒界腐食を引き起こしやすく、高ケイ素アルミニウム合金に対する処理効果が劣ります。酸洗(アシッドサンド)プロセスは、フッ化物イオンと酸性溶液を使用し、成膜が速く、表面がきめ細かく均一であり、(適切に処理されれば)環境への負担も比較的少ないです。特に冷凍機用アルミ管の業界では、酸洗プロセスは従来のプロセスをはるかに凌ぐ耐食性と気密性を提供します。
Q4:一般的な表面処理の欠陥にはどのようなものがありますか?
- スプレー塗装:ゆず肌(レベリング不良)、ピンホール(ワーク上の油分や揮発分)、塗膜の剥がれ(前処理のクロメート処理不良)。
- アルマイト処理:色ムラ(導電不良や槽液成分の変動)、白斑(洗浄不足や素材の緩み)、封孔不良(ベタつきがあり、汚れを吸収しやすい)。
まとめ
アルミニウムの表面処理プロセスには多くの種類があり、それぞれに独自の利点と適した用途があります。基本的な機械的前処理から高度なマイクロアーク酸化、伝統的なアルマイト処理から最新のPVDコーティングまで、これらの技術が組み合わさることで、アルミニウム製品の表面処理に関する完全なシステムが構築されています。
適切な表面処理プロセスを選択することは、製品の耐久性と美観を向上させるだけでなく、耐用年数を大幅に延ばし、メンテナンスコストを削減することにもつながります。製品の具体的な使用シーン、求められる性能要件、および予算に基づいて総合的に評価し、最適な処理ソリューションを選択することをお勧めします。
