











Processi di trattamento superficiale dell'alluminio
Le superfici in alluminio non trattate sono soggette a ossidazione, mancano di resistenza all'usura e si corrodono facilmente. I processi professionali di trattamento superficiale sono essenziali per migliorare le prestazioni complessive dei prodotti in alluminio.
Cos'è il trattamento superficiale dell'alluminio? Quali sono i vantaggi?
Il trattamento superficiale dell'alluminio si riferisce alla formazione di una pellicola protettiva sui prodotti in alluminio attraverso metodi meccanici e chimici per raggiungere i seguenti scopi:
- Migliore resistenza alla corrosione: protegge l'alluminio dall'erosione ambientale.
- Maggiore resistenza all'usura: prolunga la durata del prodotto.
- Migliori effetti decorativi: ottiene vari colori e trame.
- Proprietà funzionali migliorate: come conduttività, isolamento e dissipazione del calore.
Il processo completo di trattamento superficiale comprende: Pre-trattamento → Formazione della pellicola → Trattamento post-pellicola → Imballaggio e stoccaggio. La qualità del pre-trattamento determina direttamente l'effetto finale della formazione della pellicola ed è la base fondamentale dell'intero processo.
Proprietà dei materiali delle leghe di alluminio
Comprendere le proprietà delle leghe di alluminio aiuta a spiegare perché è necessario il trattamento superficiale:
| Proprietà | Descrizione |
| Bassa densità | Circa 2, 7 g/cm³, solo 1/3 di quella di rame o ferro. |
| Elevata plasticità | Buona duttilità, può essere lavorato in varie forme. |
| Buona conduttività elettrica e termica | Secondo solo a oro, argento e rame. |
| Pellicola di ossido naturale | La superficie forma naturalmente una pellicola protettiva di ossido, ma sottile e irregolare. |
| Facile da rinforzare | La resistenza può essere notevolmente migliorata attraverso leghe e trattamenti termici. |
Sebbene l'alluminio formi naturalmente una pellicola di ossido nell'aria, questa pellicola è spessa solo 0, 01-0, 02 μm, sciolta, porosa e irregolare, rendendo difficile fornire una protezione affidabile. Pertanto, è necessario un trattamento superficiale artificiale per ottenere uno strato protettivo con prestazioni migliori.
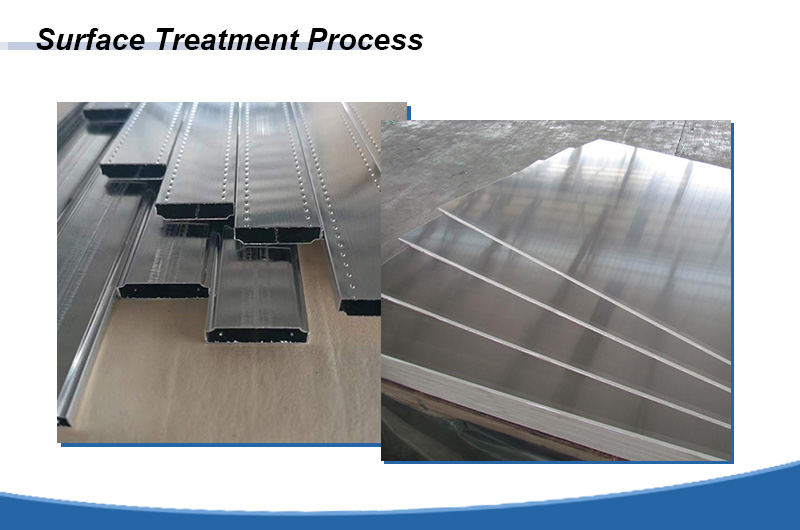
Processi di pre-trattamento: la base del trattamento superficiale
Il pre-trattamento si divide in due categorie: trattamento meccanico e trattamento chimico. Lo scopo è creare condizioni superficiali ideali per la successiva formazione della pellicola.
Pre-trattamento meccanico
| Processo | Principio e funzione |
| Lucidatura | La ruota lucidante rotante ad alta velocità genera calore per attrito con il pezzo, causando la deformazione plastica della superficie metallica, rimuovendo bave e graffi e ottenendo una finitura a specchio. |
| Sabbiatura | Utilizza aria compressa per spruzzare abrasivi ad alta velocità sulla superficie, ottenendo una finitura sabbiata opaca e uniforme e migliorando le proprietà meccaniche. |
| Satinatura (Spazzolatura) | Utilizza ruote a spazzola rotanti per formare motivi a linee regolari sulla superficie a scopo decorativo. |
| Barilatura | Ottiene un effetto di lucidatura attraverso l'attrito reciproco tra i pezzi e gli abrasivi in un barile rotante. |
Pre-trattamento chimico
Il pre-trattamento chimico rimuove efficacemente olio, contaminanti e pellicole di ossido naturale, conferendo all'alluminio una superficie pulita e attiva.
Flusso di processo comune del pre-trattamento chimico:
Sgrassaggio → Decapaggio alcalino → Disossidazione (Smacchiatura) → Lavaggio con acqua
- Sgrassaggio: rimuove oli e polvere dalla superficie, comunemente utilizzando soluzioni sgrassanti acide.
- Decapaggio alcalino: incisione per immersione in soluzione di idrossido di sodio per rimuovere completamente la pellicola di ossido naturale.
- Disossidazione: rimuove i residui di composti metallici attaccati dopo il lavaggio alcalino.
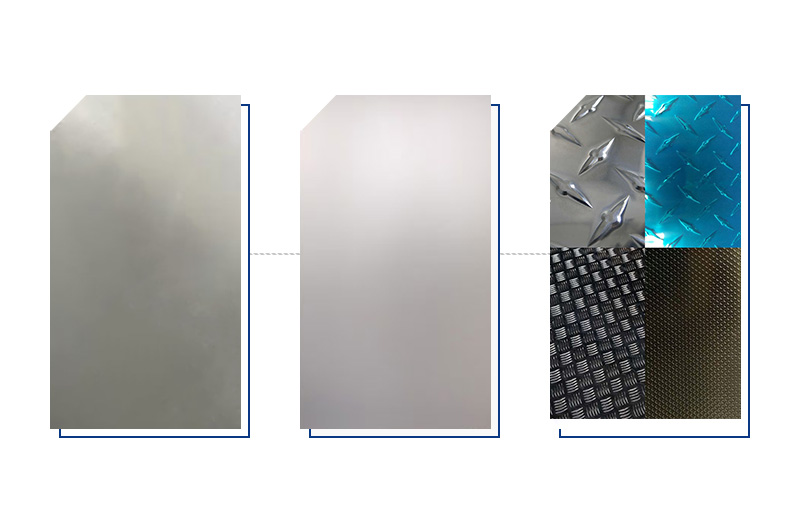
Spiegazione dettagliata dei principali processi di trattamento superficiale
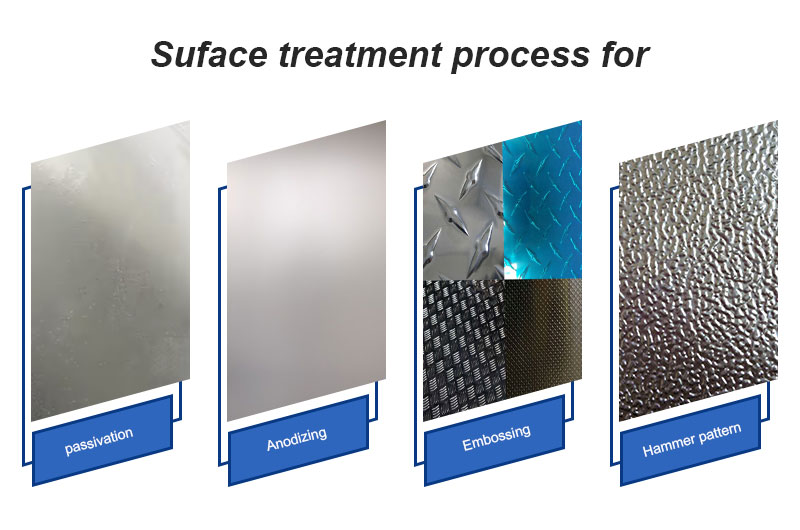
Anodizzazione
L'anodizzazione è il processo più ampiamente utilizzato nel trattamento superficiale dell'alluminio, che utilizza principi elettrochimici per generare una pellicola di ossido di Al₂O₃ sulla superficie dell'alluminio.
Principio del processo
I prodotti in alluminio vengono posizionati come anodi in una soluzione elettrolitica. Quando viene applicata corrente, l'ossigeno rilasciato all'anodo reagisce con l'alluminio per formare una pellicola di ossido di alluminio. Questa pellicola è composta da due parti:
- Strato barriera: una pellicola sottile e densa strettamente attaccata al substrato metallico.
- Strato poroso: ha una struttura a nido d'ape con spessore controllabile.
Caratteristiche della pellicola di ossido
| Caratteristica | Prestazioni |
| Durezza | 196-490HV, l'anodizzazione dura può raggiungere 400-1200HV. |
| Resistenza alla corrosione | Stabile in atmosfera e nel suolo. |
| Isolamento | Stabilità termica fino a 1500°C. |
| Proprietà decorative | Può essere tinto per ottenere qualsiasi colore tranne il bianco. |
Processi di anodizzazione comuni
| Tipo | Caratteristiche | Applicazioni |
| Anodizzazione solforica | Basso costo, pellicola trasparente, facile colorazione. | Più ampiamente utilizzata. |
| Anodizzazione cromica | Pellicola sottile (2-5μm), adatta per parti di precisione. | Militare, aerospaziale. |
| Anodizzazione ossalica | Buona resistenza all'usura e isolamento. | Applicazioni speciali. |
| Anodizzazione dura | Spessore della pellicola ≥25μm, durezza ≥350HV. | Cilindri, parti di trasmissione. |
Flusso del processo
Colore singolo/Colore sfumato:
Lucidatura/Sabbiatura/Satinatura → Sgrassaggio → Anodizzazione → Neutralizzazione → Tintura → Fissaggio → Asciugatura
Effetto bicolore:
Metodo 1: Sgrassaggio → Mascheratura → Prima anodizzazione → Seconda anodizzazione → Fissaggio
Metodo 2: Sgrassaggio → Prima anodizzazione → Incisione laser → Seconda anodizzazione → Fissaggio
Elettroforesi
Il rivestimento elettroforetico utilizza metodi elettrochimici per depositare particelle colloidali di resina organica sulla superficie del pezzo, formando rivestimenti organici trasparenti o di vari colori.
Caratteristiche
Vantaggi:
- Colori ricchi, possono essere formulati in oro, caffè, canna di fucile, nero, ecc.
- Buona adesione al substrato, può subire lavorazioni meccaniche.
- Eccellente resistenza alla corrosione (il test in nebbia salina può superare le 400 ore).
- Forte resistenza allo scolorimento.
Svantaggi:
- Capacità media di coprire i difetti.
- L'elettroforesi pressofusa ha requisiti elevati per il pre-trattamento.
Flusso del processo
Sgrassaggio → Rimozione della pellicola di ossido → Cromatazione → Elettroforesi → Asciugatura → Ispezione → Imballaggio
Ossidazione micro-arco (MAO)
L'ossidazione micro-arco è un processo avanzato che applica alta tensione in una soluzione elettrolitica debolmente alcalina, utilizzando la scarica ad arco per formare uno strato di pellicola ceramica sulla superficie dell'alluminio.
Caratteristiche
| Vantaggi | Descrizione |
| Elevatissima durezza superficiale | HV>1200, superiore all'acciaio trattato termicamente. |
| Trama in ceramica | Aspetto opaco, tocco fine, resistente alle impronte digitali. |
| Eccellente resistenza alla corrosione | Test in nebbia salina >480 ore. |
| Ampia gamma di substrati | Adatto per Al, Ti, Zn, Mg e le loro leghe. |
| Buon isolamento | Resistenza di isolamento fino a 100MΩ. |
Svantaggi: colori attualmente limitati, elevato consumo energetico (circa 5 volte quello dell'ossidazione ordinaria), superficie ruvida che richiede post-trattamento.
Rivestimento sottovuoto PVD
Il PVD (Physical Vapor Deposition) è una tecnologia che utilizza processi fisici per depositare film sottili, in grado di rivestire superfici metalliche con rivestimenti decorativi in metallo-ceramica ad alta durezza e ad alta resistenza all'usura.
Flusso del processo
Pulizia → Caricamento in camera a vuoto → Pulizia ionica → Rivestimento → Raffreddamento e scarico → Post-trattamento
Galvanostegia
La galvanostegia utilizza l'elettrolisi per attaccare una pellicola metallica alla superficie del metallo, un metodo importante per migliorare le prestazioni della lega di alluminio.
Vantaggi della galvanostegia in alluminio
- Migliora le proprietà decorative, aumenta la durezza superficiale e la resistenza all'usura.
- Riduce il coefficiente di attrito, migliora la lubrificazione.
- Migliora la conduttività elettrica e la resistenza alla corrosione.
- Facilita la saldatura e la riparazione dimensionale.
Tipi di placcatura comuni e applicazioni
| Tipo di placcatura | Campo di applicazione |
| Placcatura nera (zinco nero, nichel nero) | Elettronica ottica, dispositivi medici. |
| Placcatura in oro e argento | Terminali per cavi ad alta precisione, conduttività elettronica. |
| Combinazione rame-nichel-cromo | Attrezzature sportive, illuminazione, industria elettronica. |
| Cromo duro | Cilindri, idraulica, sistemi di trasmissione. |
Flusso del processo
Sgrassaggio → Decapaggio alcalino → Attivazione → Immersione in zinco → Attivazione → Galvanostegia → Cromatura/Passivazione → Asciugatura
Verniciatura a polvere
La verniciatura a polvere utilizza l'azione elettrostatica per far aderire uniformemente il rivestimento in polvere sulla superficie del pezzo, formando un rivestimento attraverso la cottura ad alta temperatura.
Caratteristiche
- Colori ricchi, opzioni lucide e opache disponibili.
- Tasso di utilizzo fino al 100%, ecologico.
- Forte capacità di coprire i difetti.
- Può imitare l'effetto venature del legno.
- Basso costo, adatto per mobili architettonici e alloggiamenti per dissipatori di calore.
Cromatazione
La cromatazione forma una pellicola di conversione chimica di 0, 5-4 μm sulla superficie del prodotto con buone proprietà di adsorbimento, utilizzata principalmente come fondo per la verniciatura.
Caratteristiche
- Aspetto giallo dorato, color alluminio o verde.
- Buona conduttività elettrica, adatta per prodotti elettronici.
- Strato di pellicola morbida, non resistente all'usura, non adatto per parti decorative esterne.
Nichelatura chimica
La placcatura chimica è un processo di deposizione di riduzione autocatalitica che non richiede corrente esterna e può ottenere rivestimenti uniformi su parti di qualsiasi forma geometrica.
Caratteristiche
- Produce un rivestimento in lega di nichel-fosforo; i rivestimenti con contenuto di fosforo superiore all'8% sono amorfi con eccellente resistenza alla corrosione.
- La durezza può raggiungere HV1150 dopo il trattamento termico, vicino al cromo duro.
- Può essere applicata a vari tipi di alluminio e leghe di alluminio.
Processi decorativi superficiali
Satinatura
Classificata per tipo di motivo:
| Tipo | Effetto |
| Satinatura diritta | Motivi a linee rette continue o intermittenti. |
| Satinatura casuale | Motivi irregolari e opachi. |
| Satinatura a filo | Motivi a spirale di larghezza costante. |
| Satinatura a onda | Motivi ondulati. |
| Satinatura a spirale | Motivi lucidati rotanti, utilizzati per quadranti decorativi. |
Sabbiatura
La sabbiatura può ottenere diversi effetti riflettenti o opachi, pulire le bave superficiali e far sì che i pezzi presentino un colore metallico uniforme. Seleziona la sabbia di quarzo di diverse dimensioni della maglia in base ai requisiti.
Lavorazione ad alta lucentezza (High Gloss)
L'alta lucentezza utilizza frese CNC per lavorazioni di precisione su bordi in alluminio o caratteri in rilievo. Gli effetti comuni includono bordi lucidi (smussi a C), superfici lucide e motivi CD (concentrici).
Incisione
L'incisione utilizza l'esposizione della lastra e lo sviluppo, quindi dissolve e corrode con soluzioni chimiche per formare effetti concavo-convessi o vuoti, consentendo la lavorazione fine delle superfici metalliche.
Come scegliere il giusto processo di trattamento superficiale?
La selezione di un processo di trattamento superficiale richiede la considerazione dei seguenti fattori:
| Considerazione | Raccomandazione |
| Ambiente di utilizzo | Rivestimento in PVDF per uso esterno, rivestimento in PE per uso interno. |
| Requisiti funzionali | Cromatazione per conduttività, anodizzazione dura per resistenza all'usura. |
| Requisiti decorativi | Tintura anodizzata per più colori, galvanostegia per la trama metallica. |
| Budget | La verniciatura a polvere ha il costo più basso, l'ossidazione micro-arco ha il costo più alto. |
| Tipo di materiale | L'alluminio pressofuso non è adatto per l'anodizzazione; è possibile selezionare il rivestimento o la galvanostegia. |
Dettagli del processo e domande frequenti (Q&A)
Q1: Perché l'alluminio pressofuso non può essere anodizzato?
R: L'alluminio pressofuso (come l'ADC12) contiene grandi quantità di silicio (Si) e rame (Cu). Durante il processo di anodizzazione, il silicio non si ossida, facendo apparire lo strato di pellicola grigio-nero e discontinuo; il rame si dissolve preferenzialmente, causando microfori (pinhole). Pertanto, per l'alluminio pressofuso si utilizza tipicamente la verniciatura a spruzzo, la galvanostegia o un trattamento di passivazione specializzato.
Q2: C'è differenza tra "alluminio grezzo (fuso)" e "alluminio lavorato (plastico)" nel trattamento superficiale?
R: Sì. L'alluminio lavorato (leghe di alluminio deformate, come 6063, 5052) ha un'elevata purezza e una struttura densa, rendendolo più adatto per l'anodizzazione e in grado di produrre bellissime finiture naturali o colorate. L'alluminio grezzo (alluminio fuso) ha una struttura porosa con molti vuoti ed è generalmente adatto solo per la verniciatura a spruzzo o l'ossidazione chimica.
Q3: Qual è la differenza tra "decapaggio acido" e "decapaggio alcalino"?
R: L'incisione alcalina tradizionale (utilizzando idrossido di sodio) può facilmente causare corrosione intergranulare sulle superfici in alluminio e ha scarsi effetti di trattamento sulle leghe di alluminio ad alto contenuto di silicio. Il processo di decapaggio acido (sabbiatura acida) utilizza ioni fluoruro e soluzioni acide, con rapida formazione del film, superficie fine e uniforme, ed è relativamente ecologico (se gestito correttamente). Soprattutto nell'industria dei tubi in alluminio per la refrigerazione, il processo con sabbia acida offre resistenza alla corrosione e tenuta all'aria di gran lunga superiori ai processi tradizionali.
Q4: Quali sono i difetti comuni del trattamento superficiale?
- Verniciatura a spruzzo: buccia d'arancia (scarsa livellatura), microfori (olio o sostanze volatili sul pezzo), scrostatura della vernice (scarsa cromatazione pre-trattamento).
- Ossidazione: differenza di colore (scarsa conduttività o fluttuazione della composizione del bagno), macchie bianche (pulizia incompleta o materiale allentato), scarsa sigillatura (sensazione appiccicosa, assorbe facilmente lo sporco).
Riepilogo
Esistono molti tipi di processi di trattamento superficiale dell'alluminio, ciascuno con i suoi vantaggi unici e scenari applicabili. Dal pre-trattamento meccanico di base all'ossidazione avanzata micro-arco, dalla tradizionale anodizzazione al moderno rivestimento PVD, queste tecnologie costituiscono insieme un sistema completo per il trattamento superficiale dei prodotti in alluminio.
La scelta del processo di trattamento superficiale appropriato non solo migliora la durata e l'estetica del prodotto, ma ne prolunga significativamente la vita utile e riduce i costi di manutenzione. Si consiglia di valutare in modo completo e selezionare la soluzione di trattamento più adatta in base allo specifico scenario applicativo, ai requisiti di prestazione e al budget del prodotto.
