












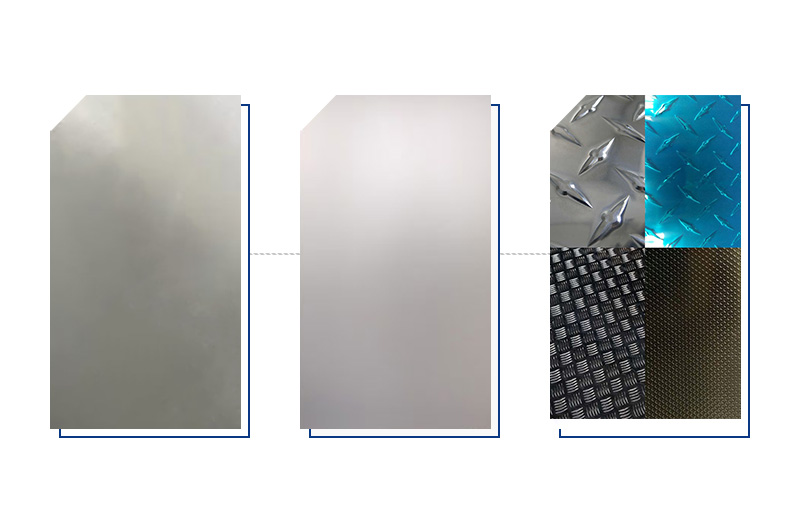
Các quy trình xử lý bề mặt nhôm
Bề mặt nhôm chưa qua xử lý rất dễ bị oxy hóa, thiếu khả năng chống mài mòn và dễ bị ăn mòn. Các quy trình xử lý bề mặt chuyên nghiệp là rất cần thiết để nâng cao hiệu suất tổng thể của các sản phẩm nhôm.
Xử lý bề mặt nhôm là gì? Những lợi ích mang lại là gì?
Xử lý bề mặt nhôm là việc hình thành một lớp màng bảo vệ trên các sản phẩm nhôm thông qua các phương pháp cơ học và hóa học nhằm đạt được các mục đích sau:
- Cải thiện khả năng chống ăn mòn: Bảo vệ nhôm khỏi sự xói mòn của môi trường.
- Tăng cường khả năng chống mài mòn: Kéo dài tuổi thọ sản phẩm.
- Hiệu ứng trang trí tốt hơn: Đạt được nhiều màu sắc và kết cấu bề mặt khác nhau.
- Nâng cao các đặc tính chức năng: Chẳng hạn như độ dẫn điện, cách điện và tản nhiệt.
Quy trình xử lý bề mặt hoàn chỉnh bao gồm: Tiền xử lý → Hình thành lớp màng → Xử lý sau khi tạo màng → Đóng gói và lưu trữ. Chất lượng của khâu tiền xử lý quyết định trực tiếp đến hiệu quả tạo màng cuối cùng và là nền tảng quan trọng của toàn bộ quy trình.
Tính chất vật liệu của hợp kim nhôm
Hiểu các đặc tính của hợp kim nhôm sẽ giúp giải thích lý do tại sao cần phải xử lý bề mặt:
| Đặc tính | Mô tả |
| Mật độ thấp | Khoảng 2.7g/cm³, chỉ bằng 1/3 so với đồng hoặc sắt. |
| Độ dẻo cao | Độ dẻo tốt, có thể gia công thành nhiều hình dạng khác nhau. |
| Độ dẫn điện và dẫn nhiệt tốt | Chỉ đứng sau vàng, bạc và đồng. |
| Màng oxy hóa tự nhiên | Bề mặt tự nhiên hình thành một lớp màng oxy hóa bảo vệ, nhưng mỏng và không đồng đều. |
| Dễ dàng tăng cường độ bền | Độ bền có thể được cải thiện đáng kể thông qua hợp kim hóa và xử lý nhiệt. |
Mặc dù nhôm tự nhiên hình thành màng oxy hóa trong không khí, nhưng lớp màng này chỉ dày 0, 01-0, 02μm, lỏng lẻo, xốp và không đồng đều, gây khó khăn cho việc cung cấp sự bảo vệ đáng tin cậy. Do đó, việc xử lý bề mặt nhân tạo là cần thiết để có được lớp bảo vệ với hiệu suất tốt hơn.
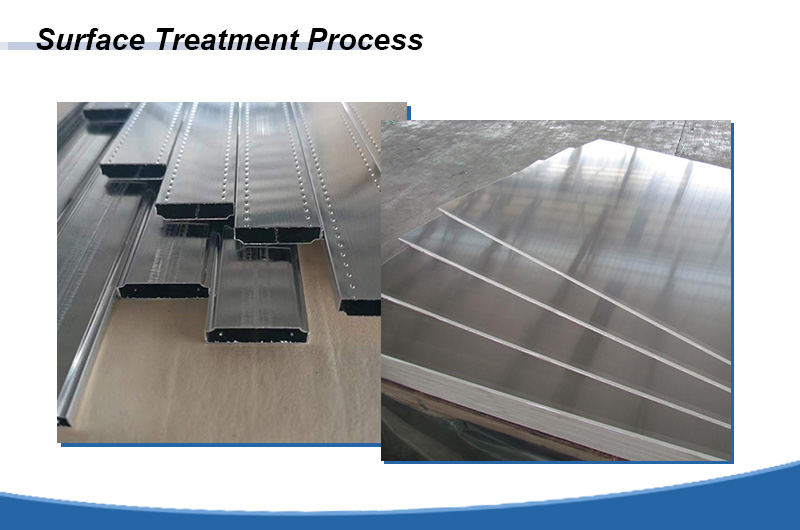
Các quy trình tiền xử lý: Nền tảng của xử lý bề mặt
Tiền xử lý được chia thành hai loại: xử lý cơ học và xử lý hóa học. Mục đích là tạo ra các điều kiện bề mặt lý tưởng cho việc hình thành lớp màng sau này.
Tiền xử lý cơ học
| Quy trình | Nguyên lý và chức năng |
| Đánh bóng | Bánh mài quay tốc độ cao tạo ra nhiệt ma sát với phôi, gây biến dạng dẻo bề mặt kim loại, loại bỏ gờ và vết xước, đạt được độ bóng như gương. |
| Phun cát | Sử dụng khí nén để phun các hạt mài ở tốc độ cao lên bề mặt, đạt được lớp hoàn thiện mờ đồng đều trong khi cải thiện các tính chất cơ học. |
| Kéo xước (Phay xước) | Sử dụng các bánh chổi quay để tạo thành các hoa văn đường nét đều đặn trên bề mặt cho mục đích trang trí. |
| Đánh bóng lồng quay | Đạt được hiệu ứng đánh bóng thông qua ma sát lẫn nhau giữa các phôi và hạt mài trong một lồng quay. |
Tiền xử lý hóa học
Tiền xử lý hóa học giúp loại bỏ hiệu quả dầu mỡ, chất bẩn và màng oxy hóa tự nhiên, mang lại cho nhôm một bề mặt sạch và hoạt tính.
Quy trình tiền xử lý hóa học phổ biến:
Tẩy dầu mỡ → Ăn mòn kiềm → Khử màng đen (Tẩy cáu cặn) → Rửa nước
- Tẩy dầu mỡ: Loại bỏ dầu mỡ và bụi bẩn trên bề mặt, thường sử dụng các dung dịch tẩy dầu mỡ có tính axit.
- Ăn mòn kiềm: Ngâm trong dung dịch natri hydroxit để loại bỏ hoàn toàn lớp màng oxy hóa tự nhiên.
- Khử màng đen: Loại bỏ các cặn hợp chất kim loại bám lại sau khi rửa bằng kiềm.
Giải thích chi tiết về các quy trình xử lý bề mặt chính
Anode hóa (Nhôm Anode)
Anode hóa là quy trình được sử dụng rộng rãi nhất trong xử lý bề mặt nhôm, sử dụng các nguyên lý điện hóa để tạo ra màng oxy hóa Al₂O₃ trên bề mặt nhôm.
Nguyên lý quy trình
Các sản phẩm nhôm được đặt làm cực dương trong dung dịch điện phân. Khi dòng điện chạy qua, oxy giải phóng ở cực dương phản ứng với nhôm để tạo thành màng nhôm oxit. Lớp màng này bao gồm hai phần:
- Lớp rào cản: Một màng mỏng đặc gắn chặt vào chất nền kim loại.
- Lớp xốp: Có cấu trúc tổ ong với độ dày có thể kiểm soát được.
Đặc điểm của màng oxy hóa
| Đặc điểm | Hiệu suất |
| Độ cứng | 196-490HV, anode hóa cứng có thể đạt 400-1200HV. |
| Khả năng chống ăn mòn | Ổn định trong môi trường khí quyển và đất. |
| Cách điện | Độ ổn định nhiệt lên đến 1500°C. |
| Đặc tính trang trí | Có thể nhuộm để đạt được bất kỳ màu nào ngoại trừ màu trắng. |
Các quy trình anode hóa phổ biến
| Loại | Đặc điểm | Ứng dụng |
| Anode hóa axit sulfuric | Chi phí thấp, màng trong suốt, dễ tạo màu. | Được sử dụng rộng rãi nhất. |
| Anode hóa axit cromic | Màng mỏng (2-5μm), phù hợp với các bộ phận chính xác. | Quân sự, hàng không vũ trụ. |
| Anode hóa axit oxalic | Khả năng chống mài mòn và cách điện tốt. | Các ứng dụng đặc biệt. |
| Anode hóa cứng | Độ dày màng ≥25μm, độ cứng ≥350HV. | Xi lanh, các bộ phận truyền động. |
Lưu trình quy trình
Màu đơn sắc/Màu gradient:
Đánh bóng/Phun cát/Kéo xước → Tẩy dầu mỡ → Anode hóa → Trung hòa → Nhuộm màu → Bịt lỗ màng → Sấy khô
Hiệu ứng hai màu:
Phương pháp 1: Tẩy dầu mỡ → Che phủ bảo vệ (Masking) → Anode hóa lần 1 → Anode hóa lần 2 → Bịt lỗ màng
Phương pháp 2: Tẩy dầu mỡ → Anode hóa lần 1 → Khắc laser → Anode hóa lần 2 → Bịt lỗ màng
Điện di
Lớp phủ điện di sử dụng các phương pháp điện hóa để lắng đọng các hạt keo nhựa hữu cơ trên bề mặt phôi, tạo thành các lớp phủ hữu cơ trong suốt hoặc có nhiều màu sắc khác nhau.
Đặc điểm
Ưu điểm:
- Màu sắc phong phú, có thể pha chế thành màu vàng kim, cà phê, xám nòng súng, đen, v.v.
- Độ bám dính tốt vào bề mặt nền, có thể chịu được gia công cơ học.
- Khả năng chống ăn mòn tuyệt vời (thử nghiệm phun muối có thể đạt hơn 400 giờ).
- Khả năng chống phai màu mạnh mẽ.
Nhược điểm:
- Khả năng che phủ khuyết điểm ở mức trung bình.
- Điện di cho nhôm đúc áp lực có yêu cầu rất cao đối với khâu tiền xử lý.
Lưu trình quy trình
Tẩy dầu mỡ → Loại bỏ màng oxy hóa → Cromat hóa → Điện di → Sấy khô → Kiểm tra → Đóng gói
Oxy hóa hồ quang vi quang (MAO)
Oxy hóa hồ quang vi quang là một quy trình tiên tiến đặt điện áp cao trong dung dịch điện phân có tính kiềm yếu, sử dụng sự phóng điện hồ quang để tạo thành một lớp màng gốm trên bề mặt nhôm.
Đặc điểm
| Ưu điểm | Mô tả |
| Độ cứng bề mặt cực cao | HV>1200, vượt qua cả thép đã qua xử lý nhiệt. |
| Kết cấu gốm | Bề mặt mờ, cảm giác chạm tinh tế, chống bám vân tay. |
| Khả năng chống ăn mòn xuất sắc | Thử nghiệm phun muối >480h. |
| Phạm vi ứng dụng vật liệu nền rộng | Phù hợp với Al, Ti, Zn, Mg và các hợp kim của chúng. |
| Cách điện tốt | Điện trở cách điện lên tới 100MΩ. |
Nhược điểm: Hiện tại màu sắc còn hạn chế, mức tiêu thụ năng lượng cao (gấp khoảng 5 lần so với oxy hóa thông thường), bề mặt thô ráp cần phải xử lý sau.
Mạ chân không PVD
PVD (Lắng đọng hơi vật lý) là một công nghệ sử dụng các quá trình vật lý để lắng đọng các màng mỏng, có khả năng phủ lên bề mặt kim loại các lớp phủ trang trí gốm kim loại có độ cứng cao, chống mài mòn vượt trội.
Lưu trình quy trình
Làm sạch → Đưa vào buồng chân không → Làm sạch bằng ion → Mạ phủ → Làm mát và lấy ra → Xử lý sau
Mạ điện
Mạ điện sử dụng quá trình điện phân để gắn một lớp màng kim loại lên bề mặt kim loại, đây là một phương pháp quan trọng để cải thiện hiệu suất của hợp kim nhôm.
Ưu điểm của mạ điện nhôm
- Cải thiện đặc tính trang trí, tăng độ cứng bề mặt và khả năng chống mài mòn.
- Giảm hệ số ma sát, cải thiện độ bôi trơn.
- Cải thiện độ dẫn điện và khả năng chống ăn mòn.
- Tạo điều kiện thuận lợi cho việc hàn và phục hồi kích thước.
Các loại mạ điện phổ biến và ứng dụng
| Loại mạ | Lĩnh vực ứng dụng |
| Mạ đen (kẽm đen, niken đen) | Quang điện tử, thiết bị y tế. |
| Mạ vàng, mạ bạc | Thiết bị đầu cuối dây có độ chính xác cao, dẫn điện tử. |
| Kết hợp đồng-niken-crom | Thiết bị thể thao, chiếu sáng, công nghiệp điện tử. |
| Mạ crom cứng | Xi lanh, thủy lực, hệ thống truyền động. |
Lưu trình quy trình
Tẩy dầu mỡ → Ăn mòn kiềm → Hoạt hóa → Ngâm kẽm (Zincate) → Hoạt hóa → Mạ điện → Mạ crom/Thụ động hóa → Sấy khô
Sơn tĩnh điện
Sơn tĩnh điện sử dụng tác dụng tĩnh điện để hút đều lớp bột sơn lên bề mặt phôi, tạo thành lớp phủ thông qua quá trình nung ở nhiệt độ cao.
Đặc điểm
- Màu sắc phong phú, có sẵn các tùy chọn độ bóng cao và độ mờ.
- Tỷ lệ sử dụng nguyên liệu lên tới 100%, thân thiện với môi trường.
- Khả năng che phủ khuyết điểm cực kỳ mạnh mẽ.
- Có thể tạo ra các hiệu ứng mô phỏng vân gỗ.
- Chi phí thấp, phù hợp với vật liệu kiến trúc, nội thất và vỏ tản nhiệt.
Cromat hóa
Cromat hóa tạo ra lớp màng chuyển đổi hóa học 0, 5-4μm trên bề mặt sản phẩm có đặc tính hấp phụ tốt, chủ yếu được sử dụng làm lớp sơn lót trước khi sơn.
Đặc điểm
- Ngoại quan có màu vàng kim, màu nhôm tự nhiên hoặc xanh lục.
- Độ dẫn điện tốt, rất phù hợp cho các sản phẩm điện tử.
- Lớp màng mềm, không chống mài mòn, không thích hợp cho các bộ phận trang trí bên ngoài.
Mạ niken không điện (Mạ hóa học)
Mạ không điện là một quá trình lắng đọng khử tự xúc tác không cần dòng điện bên ngoài và có thể thu được các lớp phủ đồng đều trên các bộ phận có bất kỳ hình dạng hình học phức tạp nào.
Đặc điểm
- Tạo ra lớp phủ hợp kim niken-photpho; các lớp phủ có hàm lượng photpho trên 8% ở dạng vô định hình với khả năng chống ăn mòn tuyệt vời.
- Độ cứng có thể đạt HV1150 sau khi xử lý nhiệt, gần bằng mạ crom cứng.
- Có thể áp dụng cho nhiều loại nhôm và hợp kim nhôm khác nhau.
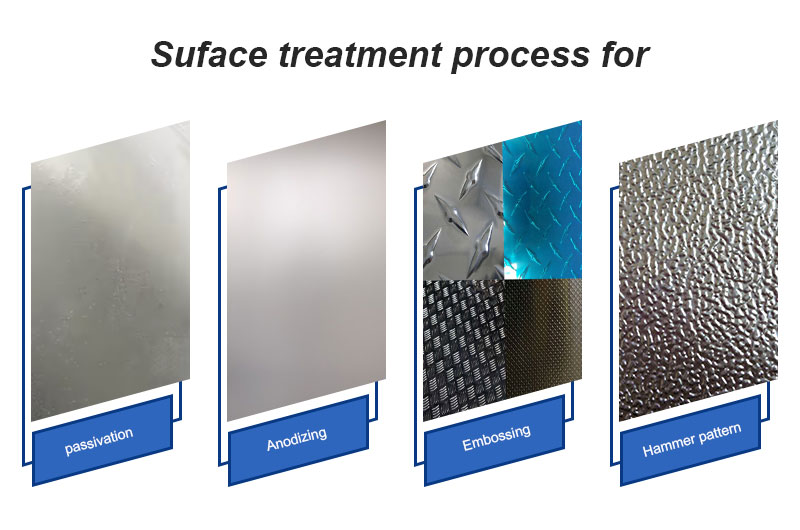
Các quy trình trang trí bề mặt
Kéo xước (Phay xước)
Được phân loại theo loại hoa văn:
| Loại | Hiệu ứng |
| Kéo xước thẳng | Các hoa văn đường thẳng liên tục hoặc ngắt quãng. |
| Kéo xước rối | Các hoa văn vân lụa mờ không đều. |
| Kéo xước ren | Các hoa văn xoắn ốc có chiều rộng nhất quán. |
| Kéo xước lượn sóng | Các hoa văn có hình dạng gợn sóng. |
| Kéo xước xoắn ốc | Các hoa văn lụa được đánh bóng xoay vòng, dùng cho mặt số trang trí. |
Phun cát
Phun cát có thể đạt được các hiệu ứng phản quang hoặc mờ khác nhau, làm sạch các gờ bề mặt và làm cho phôi thể hiện màu kim loại đồng nhất. Có thể lựa chọn hạt cát thạch anh có kích thước hạt (mesh) khác nhau tùy theo yêu cầu cụ thể.
Gia công độ bóng cao (Cắt vát bóng)
Gia công độ bóng cao sử dụng dao phay CNC để cắt gọt chính xác trên các cạnh nhôm hoặc các ký tự in nổi. Các hiệu ứng phổ biến bao gồm các cạnh sáng bóng (vát mép chữ C), bề mặt sáng và hoa văn CD.
Khắc axit (Ăn mòn hóa học)
Khắc axit sử dụng chế bản phơi sáng và phát triển phim, sau đó hòa tan và ăn mòn bằng các dung dịch hóa học để tạo thành các hiệu ứng lồi lõm hoặc xuyên thấu, cho phép gia công cực kỳ tinh xảo các bề mặt kim loại.
Làm thế nào để chọn đúng quy trình xử lý bề mặt?
Việc lựa chọn quy trình xử lý bề mặt phù hợp đòi hỏi phải xem xét các yếu tố sau đây:
| Yếu tố xem xét | Khuyến nghị |
| Môi trường sử dụng | Phủ PVDF cho mục đích sử dụng ngoài trời, phủ PE để sử dụng trong nhà. |
| Yêu cầu chức năng | Cromat hóa để tăng độ dẫn điện, anode hóa cứng để chống mài mòn. |
| Yêu cầu trang trí | Nhuộm màu anode để có nhiều màu sắc, mạ điện cho kết cấu kim loại bóng bẩy. |
| Ngân sách | Sơn tĩnh điện có chi phí thấp nhất, oxy hóa hồ quang vi quang có chi phí cao nhất. |
| Loại vật liệu | Nhôm đúc áp lực không phù hợp để anode hóa; có thể chọn sơn phủ hoặc mạ điện để thay thế. |
Chi tiết quy trình và Câu hỏi thường gặp (Q&A)
Q1: Tại sao nhôm đúc áp lực không thể được anode hóa?
Đáp: Nhôm đúc (chẳng hạn như ADC12) chứa một lượng lớn silicon (Si) và đồng (Cu). Trong quá trình anode hóa, silicon không bị oxy hóa, khiến lớp màng xuất hiện màu xám đen và không liên tục; đồng hòa tan ưu tiên, gây ra các lỗ kim (pinholes). Do đó, nhôm đúc áp lực thường sử dụng phương pháp phun sơn, mạ điện hoặc xử lý thụ động hóa chuyên dụng dành riêng cho nhôm đúc.
Q2: Có sự khác biệt nào giữa "nhôm thô" (nhôm đúc) và "nhôm biến dạng" trong xử lý bề mặt không?
Đáp: Có. Nhôm biến dạng (như các mác hợp kim 6063, 5052) có độ tinh khiết cao và cấu trúc cấu tạo dày đặc, khiến nó trở nên hoàn hảo nhất để anode hóa và có thể tạo ra các lớp hoàn thiện tự nhiên hoặc có màu sắc tuyệt đẹp. Ngược lại, nhôm thô (nhôm đúc) có cấu trúc lỏng lẻo với nhiều lỗ rỗng và thường chỉ phù hợp cho việc phun sơn hoặc oxy hóa hóa học.
Q3: Sự khác biệt giữa "tẩy rửa axit" và "ăn mòn kiềm" là gì?
Đáp: Quá trình ăn mòn kiềm truyền thống (sử dụng natri hydroxit) dễ gây ra tình trạng ăn mòn giữa các hạt tinh thể trên bề mặt nhôm và mang lại hiệu quả xử lý kém đối với các hợp kim nhôm có hàm lượng silicon cao. Quá trình tẩy bằng axit (cát axit) sử dụng các ion florua và dung dịch axit, với khả năng tạo màng cực nhanh, bề mặt mịn và đồng đều, đồng thời tương đối thân thiện với môi trường (nếu được xử lý chất thải đúng cách). Đặc biệt trong ngành công nghiệp ống nhôm làm lạnh, quá trình cát axit mang lại khả năng chống ăn mòn và độ kín khí vượt trội hơn hẳn so với các quá trình truyền thống.
Q4: Các lỗi xử lý bề mặt phổ biến là gì?
- Phun sơn: Hiện tượng da cam (độ san phẳng kém), lỗ kim (do dầu hoặc chất dễ bay hơi còn bám trên phôi), bong tróc sơn (do quá trình cromat hóa tiền xử lý kém).
- Anode hóa: Khác biệt về màu sắc (độ dẫn điện kém hoặc thành phần bể dung dịch dao động), đốm trắng (làm sạch không hoàn toàn hoặc vật liệu bị lỏng), bịt lỗ màng kém (bề mặt có cảm giác dính, dễ hút bụi bẩn).
Tóm tắt
Có rất nhiều loại quy trình xử lý bề mặt nhôm, mỗi loại đều có những ưu điểm riêng biệt và các kịch bản áp dụng tối ưu. Từ các khâu tiền xử lý cơ học cơ bản đến phương pháp oxy hóa hồ quang vi quang tiên tiến, từ anode hóa truyền thống đến lớp phủ chân không PVD hiện đại, các công nghệ này đã cùng nhau tạo thành một hệ sinh thái hoàn chỉnh cho việc xử lý bề mặt các sản phẩm nhôm.
Việc lựa chọn quy trình xử lý bề mặt thích hợp không chỉ giúp cải thiện độ bền và tính thẩm mỹ của sản phẩm mà còn kéo dài đáng kể tuổi thọ và giảm chi phí bảo trì về sau. Bạn nên đánh giá toàn diện và lựa chọn giải pháp xử lý phù hợp nhất dựa trên môi trường ứng dụng thực tế, các yêu cầu về hiệu suất và ngân sách dành cho sản phẩm của mình.
