












Procesos de tratamiento superficial del aluminio
Las superficies de aluminio sin tratar son propensas a la oxidación, carecen de resistencia al desgaste y se corroen fácilmente. Los procesos profesionales de tratamiento superficial son esenciales para mejorar el rendimiento general de los productos de aluminio.
¿Qué es el tratamiento superficial del aluminio? ¿Cuáles son sus beneficios?
El tratamiento superficial del aluminio se refiere a la formación de una película protectora sobre los productos de aluminio a través de métodos mecánicos y químicos para lograr los siguientes propósitos:
- Mejor resistencia a la corrosión: Protege el aluminio de la erosión ambiental.
- Mayor resistencia al desgaste: Prolonga la vida útil del producto.
- Mejores efectos decorativos: Logra varios colores y texturas.
- Propiedades funcionales mejoradas: Como conductividad, aislamiento y disipación de calor.
El proceso completo de tratamiento superficial incluye: Pretratamiento → Formación de la película → Tratamiento posterior a la película → Envasado y almacenamiento. La calidad del pretratamiento determina directamente el efecto final de la formación de la película y es la base fundamental de todo el proceso.
Propiedades de los materiales de las aleaciones de aluminio
Comprender las propiedades de las aleaciones de aluminio ayuda a explicar por qué es necesario el tratamiento superficial:
| Propiedad | Descripción |
| Baja densidad | Aproximadamente 2, 7 g/cm³, solo 1/3 de la del cobre o hierro. |
| Alta plasticidad | Buena ductilidad, puede procesarse en diversas formas. |
| Buena conductividad eléctrica y térmica | Solo superada por el oro, la plata y el cobre. |
| Película de óxido natural | La superficie forma naturalmente una película protectora de óxido, pero es delgada y desigual. |
| Fácil de fortalecer | La resistencia se puede mejorar en gran medida mediante aleaciones y tratamiento térmico. |
Aunque el aluminio forma naturalmente una película de óxido en el aire, esta película tiene solo 0, 01-0, 02 μm de espesor, es porosa, suelta y desigual, lo que dificulta proporcionar una protección confiable. Por lo tanto, el tratamiento superficial artificial es necesario para obtener una capa protectora con mejor rendimiento.
Procesos de pretratamiento: la base del tratamiento superficial
El pretratamiento se divide en dos categorías: tratamiento mecánico y tratamiento químico. El propósito es crear las condiciones de superficie ideales para la formación posterior de la película.
Pretratamiento mecánico
| Proceso | Principio y función |
| Pulido | La rueda de pulido giratoria de alta velocidad genera calor por fricción con la pieza de trabajo, causando la deformación plástica de la superficie metálica, eliminando rebabas y rasguños, logrando un acabado de espejo. |
| Arenado (chorro de arena) | Utiliza aire comprimido para rociar abrasivos a alta velocidad sobre la superficie, logrando un acabado mate uniforme y mejorando las propiedades mecánicas. |
| Cepillado | Utiliza ruedas de cepillo giratorias para formar patrones de líneas regulares en la superficie con fines decorativos. |
| Tamboreo | Logra un efecto de pulido a través de la fricción mutua entre las piezas de trabajo y los abrasivos en un tambor giratorio. |
Pretratamiento químico
El pretratamiento químico elimina eficazmente el aceite, los contaminantes y las películas de óxido naturales, dando al aluminio una superficie limpia y activa.
Flujo de proceso común del pretratamiento químico:
Desengrase → Decapado alcalino → Clarificado → Lavado con agua
- Desengrase: Elimina aceites y polvo de la superficie, comúnmente utilizando soluciones ácidas de desengrase.
- Decapado alcalino: Grabado por inmersión en solución de hidróxido de sodio para eliminar completamente la película de óxido natural.
- Clarificado: Elimina los residuos de compuestos metálicos (tizne) adheridos después del lavado alcalino.
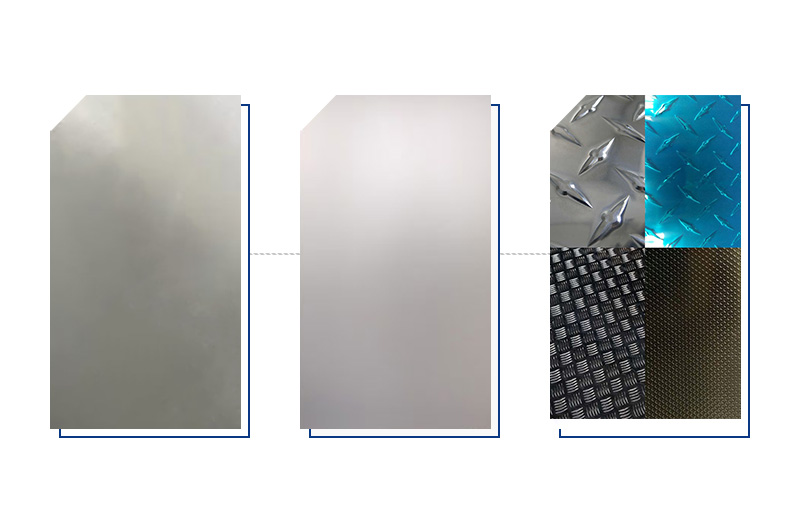
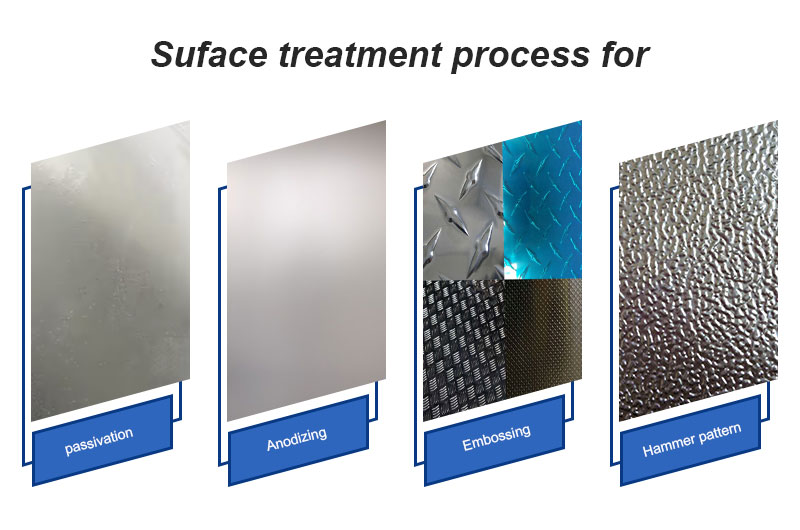
Explicación detallada de los principales procesos de tratamiento superficial
Anodizado
El anodizado es el proceso más utilizado en el tratamiento superficial del aluminio, utilizando principios electroquímicos para generar una película de óxido de Al₂O₃ en la superficie del aluminio.
Principio del proceso
Los productos de aluminio se colocan como ánodos en una solución electrolítica. Cuando se aplica corriente, el oxígeno liberado en el ánodo reacciona con el aluminio para formar una película de óxido de aluminio. Esta película consta de dos partes:
- Capa de barrera: Una película delgada y densa estrechamente adherida al sustrato metálico.
- Capa porosa: Tiene una estructura de panal con un espesor controlable.
Características de la película de óxido
| Característica | Rendimiento |
| Dureza | 196-490HV, el anodizado duro puede alcanzar 400-1200HV. |
| Resistencia a la corrosión | Estable en la atmósfera y el suelo. |
| Aislamiento | Estabilidad térmica hasta 1500°C. |
| Propiedades decorativas | Se puede teñir para lograr cualquier color excepto el blanco. |
Procesos comunes de anodizado
| Tipo | Características | Aplicaciones |
| Anodizado con ácido sulfúrico | Bajo costo, película transparente, fácil coloración. | El más utilizado. |
| Anodizado con ácido crómico | Película delgada (2-5 μm), adecuada para piezas de precisión. | Militar, aeroespacial. |
| Anodizado con ácido oxálico | Buena resistencia al desgaste y aislamiento. | Aplicaciones especiales. |
| Anodizado duro | Espesor de película ≥25 μm, dureza ≥350HV. | Cilindros, piezas de transmisión. |
Flujo del proceso
Color único / Color degradado:
Pulido / Arenado / Cepillado → Desengrase → Anodizado → Neutralización → Teñido → Sellado → Secado
Efecto de dos colores:
Método 1: Desengrase → Enmascarado → Primer anodizado → Segundo anodizado → Sellado
Método 2: Desengrase → Primer anodizado → Grabado láser → Segundo anodizado → Sellado
Electroforesis
El recubrimiento electroforético utiliza métodos electroquímicos para depositar partículas coloidales de resina orgánica en la superficie de la pieza de trabajo, formando recubrimientos orgánicos transparentes o de varios colores.
Características
Ventajas:
- Colores ricos, se pueden formular en oro, café, bronce de cañón, negro, etc.
- Buena adherencia al sustrato, puede someterse a procesamiento mecánico.
- Excelente resistencia a la corrosión (la prueba de niebla salina puede alcanzar más de 400 horas).
- Fuerte resistencia a la decoloración.
Desventajas:
- Capacidad media para cubrir defectos.
- La electroforesis en fundición a presión tiene altos requisitos para el pretratamiento.
Flujo del proceso
Desengrase → Eliminación de la película de óxido → Cromatado → Electroforesis → Secado → Inspección → Envasado
Oxidación por microarco (MAO)
La oxidación por microarco es un proceso avanzado que aplica alto voltaje en una solución electrolítica débilmente alcalina, utilizando la descarga de arco para formar una capa de película cerámica en la superficie del aluminio.
Características
| Ventajas | Descripción |
| Dureza superficial extremadamente alta | HV>1200, superando al acero tratado térmicamente. |
| Textura cerámica | Aspecto mate, tacto fino, resistente a las huellas dactilares. |
| Excelente resistencia a la corrosión | Prueba de niebla salina >480h. |
| Amplia gama de sustratos | Adecuado para Al, Ti, Zn, Mg y sus aleaciones. |
| Buen aislamiento | Resistencia de aislamiento hasta 100MΩ. |
Desventajas: Colores actualmente limitados, alto consumo de energía (aproximadamente 5 veces el de la oxidación ordinaria), superficie rugosa que requiere un tratamiento posterior.
Recubrimiento PVD al vacío
PVD (deposición física de vapor) es una tecnología que utiliza procesos físicos para depositar películas delgadas, capaz de recubrir superficies metálicas con recubrimientos decorativos de cerámica metálica de alta dureza y alta resistencia al desgaste.
Flujo del proceso
Limpieza → Carga en cámara de vacío → Limpieza iónica → Recubrimiento → Enfriamiento y descarga → Tratamiento posterior
Galvanoplastia
La galvanoplastia utiliza electrólisis para adherir una película metálica a la superficie del metal, un método importante para mejorar el rendimiento de la aleación de aluminio.
Ventajas de la galvanoplastia de aluminio
- Mejora las propiedades decorativas, aumenta la dureza superficial y la resistencia al desgaste.
- Reduce el coeficiente de fricción, mejora la lubricidad.
- Mejora la conductividad eléctrica y la resistencia a la corrosión.
- Facilita la soldadura y la reparación dimensional.
Tipos de recubrimiento comunes y aplicaciones
| Tipo de recubrimiento | Campo de aplicación |
| Galvanizado negro (zinc negro, níquel negro) | Electrónica óptica, dispositivos médicos. |
| Baño de oro, plata | Terminales de cables de alta precisión, conductividad electrónica. |
| Combinación de cobre-níquel-cromo | Equipamiento deportivo, iluminación, industria electrónica. |
| Cromo duro | Cilindros, sistemas hidráulicos, sistemas de transmisión. |
Flujo del proceso
Desengrase → Decapado alcalino → Activación → Inmersión en zinc → Activación → Galvanoplastia → Cromado / Pasivación → Secado
Pintura en polvo
La pintura en polvo utiliza la acción electrostática para adsorber uniformemente el recubrimiento en polvo sobre la superficie de la pieza de trabajo, formando un recubrimiento a través del horneado a alta temperatura.
Características
- Colores ricos, opciones de alto brillo y mate disponibles.
- Tasa de utilización de hasta el 100%, respetuoso con el medio ambiente.
- Fuerte capacidad para cubrir defectos.
- Puede imitar el efecto de grano de madera.
- Bajo costo, adecuado para muebles arquitectónicos y carcasas de disipadores de calor.
Cromatado
El cromatado forma una película de conversión química de 0.5-4 μm en la superficie del producto con buenas propiedades de adsorción, utilizada principalmente como capa base para la pintura.
Características
- Apariencia en amarillo dorado, color aluminio o verde.
- Buena conductividad eléctrica, adecuada para productos electrónicos.
- Capa de película blanda, no resistente al desgaste, no apta para piezas decorativas externas.
Niquelado químico
El revestimiento químico (sin electrodos) es un proceso de deposición por reducción autocatalítica que no requiere corriente externa y puede obtener recubrimientos uniformes en piezas de cualquier forma geométrica.
Características
- Produce un recubrimiento de aleación de níquel-fósforo; los recubrimientos con un contenido de fósforo superior al 8% son amorfos con excelente resistencia a la corrosión.
- La dureza puede alcanzar HV1150 después del tratamiento térmico, cerca del cromo duro.
- Se puede aplicar a varios aluminios y aleaciones de aluminio.
Procesos decorativos de superficie
Cepillado
Clasificado por tipo de patrón:
| Tipo | Efecto |
| Cepillado recto | Patrones de líneas rectas continuas o intermitentes. |
| Cepillado aleatorio | Patrones de seda mate irregulares. |
| Cepillado en hilo | Patrones espirales de ancho constante. |
| Cepillado ondulado | Patrones en forma de onda. |
| Cepillado espiral | Patrones de seda pulidos rotativos, utilizados para diales decorativos. |
Arenado
El arenado puede lograr diferentes efectos reflectantes o mate, limpiar rebabas de la superficie y hacer que las piezas presenten un color metálico uniforme. Seleccione arena de cuarzo de diferentes tamaños de malla según los requisitos.
Procesamiento de alto brillo
El alto brillo utiliza fresas CNC para el mecanizado de precisión en bordes de aluminio o caracteres en relieve. Los efectos comunes incluyen bordes brillantes (ángulos C), superficies brillantes y patrones de CD.
Grabado químico
El grabado utiliza la creación y revelado de placas de exposición, luego se disuelve y corroe con soluciones químicas para formar efectos cóncavos-convexos o huecos, permitiendo el procesamiento fino de superficies metálicas.
¿Cómo elegir el proceso de tratamiento superficial adecuado?
La selección de un proceso de tratamiento superficial requiere considerar los siguientes factores:
| Consideración | Recomendación |
| Entorno de uso | Recubrimiento de PVDF para exteriores, recubrimiento de PE para interiores. |
| Requisitos funcionales | Cromatado para conductividad, anodizado duro para resistencia al desgaste. |
| Requisitos decorativos | Teñido anodizado para múltiples colores, galvanoplastia para textura metálica. |
| Presupuesto | La pintura en polvo tiene el costo más bajo, la oxidación por microarco tiene el más alto. |
| Tipo de material | El aluminio fundido a presión no es adecuado para anodizar; se puede seleccionar pintura o galvanoplastia. |
Detalles del proceso y preguntas frecuentes (Q&A)
Q1: ¿Por qué no se puede anodizar el aluminio fundido a presión?
R: El aluminio fundido a presión (como ADC12) contiene grandes cantidades de silicio (Si) y cobre (Cu). Durante el proceso de anodizado, el silicio no se oxida, lo que hace que la capa de la película parezca negra grisácea y discontinua; el cobre se disuelve preferentemente, causando poros (agujeros de alfiler). Por lo tanto, el aluminio fundido a presión generalmente utiliza pintura en aerosol, galvanoplastia o un tratamiento de pasivación especializado para aluminio fundido a presión.
Q2: ¿Hay alguna diferencia entre el "aluminio bruto" y el "aluminio forjado" en el tratamiento superficial?
R: Sí. El aluminio forjado (aleaciones de aluminio deformado, como 6063, 5052) tiene alta pureza y estructura densa, lo que lo hace muy adecuado para el anodizado y capaz de producir hermosos acabados naturales o coloreados. El aluminio bruto (aluminio fundido) tiene una estructura suelta con muchos poros y generalmente solo es adecuado para recubrimiento en aerosol u oxidación química.
Q3: ¿Cuál es la diferencia entre el "decapado ácido" y el "decapado alcalino"?
R: El grabado alcalino tradicional (usando hidróxido de sodio) puede causar fácilmente corrosión intergranular en las superficies de aluminio y tiene efectos de tratamiento deficientes en aleaciones de aluminio con alto contenido de silicio. El proceso de decapado ácido (arena ácida) utiliza iones fluoruro y soluciones ácidas, con rápida formación de película, superficie fina y uniforme, y es relativamente respetuoso con el medio ambiente (si se maneja adecuadamente). Especialmente en la industria de tubos de aluminio para refrigeración, el proceso de arena ácida proporciona una resistencia a la corrosión y hermeticidad muy superiores a los procesos tradicionales.
Q4: ¿Cuáles son los defectos comunes del tratamiento superficial?
- Pintura en aerosol: Piel de naranja (mala nivelación), poros (aceite o volátiles en la pieza de trabajo), descamación de la pintura (mal cromatado de pretratamiento).
- Oxidación: Diferencia de color (mala conductividad o fluctuación de la composición del baño), manchas blancas (limpieza incompleta o material suelto), mal sellado (se siente pegajoso, absorbe fácilmente la suciedad).
Resumen
Hay muchos tipos de procesos de tratamiento superficial del aluminio, cada uno con sus ventajas únicas y escenarios aplicables. Desde el pretratamiento mecánico básico hasta la oxidación avanzada por microarco, desde el anodizado tradicional hasta el moderno recubrimiento PVD, estas tecnologías constituyen en conjunto un sistema completo para el tratamiento superficial de productos de aluminio.
Elegir el proceso de tratamiento superficial adecuado no solo mejora la durabilidad y la estética del producto, sino que también extiende significativamente la vida útil y reduce los costos de mantenimiento. Se recomienda evaluar y seleccionar exhaustivamente la solución de tratamiento más adecuada según el escenario de aplicación específico, los requisitos de rendimiento y el presupuesto del producto.
