











Aluminum Surface Treatment Processes
Untreated aluminum surfaces are prone to oxidation, lack wear resistance, and corrode easily. Professional surface treatment processes are essential to enhance the overall performance of aluminum products.
What is Aluminum Surface Treatment? What are the Benefits?
Aluminum surface treatment refers to the formation of a protective film on aluminum products through mechanical and chemical methods to achieve the following purposes:
- Improved corrosion resistance: Protects aluminum from environmental erosion
- Enhanced wear resistance: Extends product lifespan
- Better decorative effects: Achieves various colors and textures
- Enhanced functional properties: Such as conductivity, insulation, and heat dissipation
The complete surface treatment process includes: Pre-treatment → Film Formation → Post-film Treatment → Packaging and Storage. The quality of pre-treatment directly determines the final film formation effect and is the critical foundation of the entire process.
Material Properties of Aluminum Alloys
Understanding aluminum alloy properties helps explain why surface treatment is necessary:
| Property | Description |
| Low density | Approximately 2.7g/cm³, only 1/3 that of copper or iron |
| High plasticity | Good ductility, can be processed into various forms |
| Good electrical and thermal conductivity | Second only to gold, silver, and copper |
| Natural oxide film | Surface naturally forms a protective oxide film, but thin and uneven |
| Easy to strengthen | Strength can be greatly improved through alloying and heat treatment |
Although aluminum naturally forms an oxide film in air, this film is only 0.01-0.02μm thick, loose, porous, and uneven, making it difficult to provide reliable protection. Therefore, artificial surface treatment is necessary to obtain a protective layer with better performance.
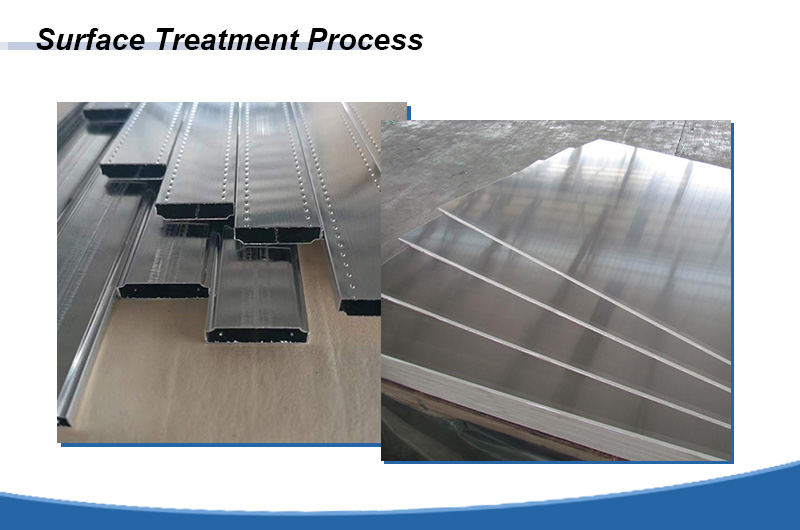
Pre-treatment Processes: The Foundation of Surface Treatment
Pre-treatment is divided into two categories: mechanical treatment and chemical treatment. The purpose is to create ideal surface conditions for subsequent film formation.
Mechanical Pre-treatment
| Process | Principle and Function |
| Polishing | High-speed rotating polishing wheel generates friction heat with the workpiece, causing plastic deformation of the metal surface, removing burrs and scratches, achieving mirror finish |
| Sandblasting | Uses compressed air to spray abrasives at high speed onto the surface, achieving uniform matte sand finish while improving mechanical properties |
| Wire Drawing | Uses rotating brush wheels to form regular line patterns on the surface for decorative purposes |
| Barrel Finishing | Achieves polishing effect through mutual friction between workpieces and abrasives in a rotating barrel |
Chemical Pre-treatment
Chemical pre-treatment effectively removes oil, contaminants, and natural oxide films, giving aluminum a clean and active surface.
Common chemical pre-treatment process flow:
Degreasing → Alkaline Etching → Desmutting → Water Washing
- Degreasing: Removes surface oils and dust, commonly using acidic degreasing solutions
- Alkaline Etching: Immersion etching in sodium hydroxide solution to completely remove natural oxide film
- Desmutting: Removes metal compound smut attached after alkaline washing
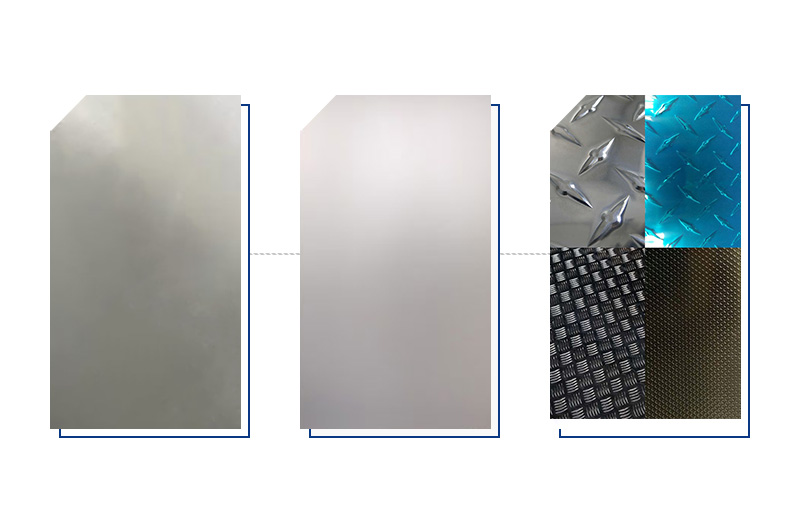
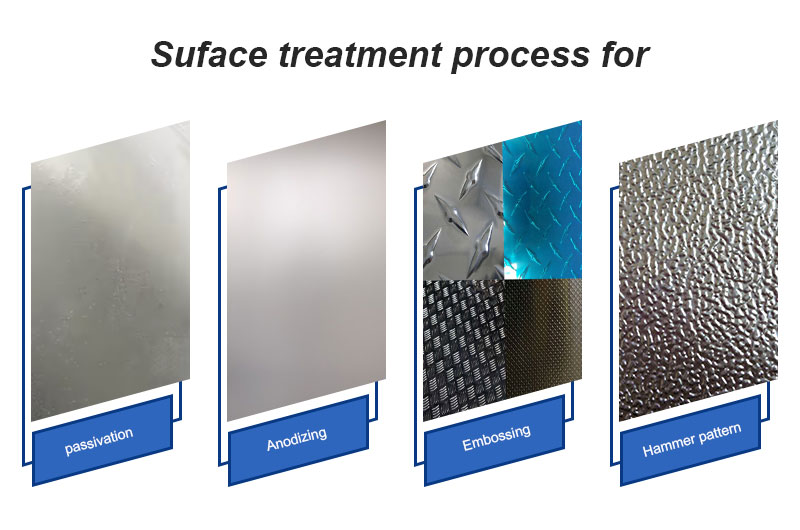
Detailed Explanation of Main Surface Treatment Processes
Anodizing
Anodizing is the most widely used process in aluminum surface treatment, utilizing electrochemical principles to generate an Al₂O₃oxide film on the aluminum surface.
Process Principle
Aluminum products are placed as anodes in an electrolyte solution. When current is applied, oxygen released at the anode reacts with aluminum to form an aluminum oxide film. This film consists of two parts:
- Barrier layer: A dense thin film closely attached to the metal substrate
- Porous layer: Has a honeycomb structure with controllable thickness
Oxide Film Characteristics
| Characteristic | Performance |
| Hardness | 196-490HV, hard anodizing can reach 400-1200HV |
| Corrosion resistance | Stable in atmosphere and soil |
| Insulation | Thermal stability up to 1500°C |
| Decorative properties | Can be dyed to achieve any color except white |
Common Anodizing Processes
| Type | Characteristics | Applications |
| Sulfuric acid anodizing | Low cost, transparent film, easy coloring | Most widely used |
| Chromic acid anodizing | Thin film (2-5μm), suitable for precision parts | Military, aerospace |
| Oxalic acid anodizing | Good wear resistance and insulation | Special applications |
| Hard anodizing | Film thickness ≥25μm, hardness ≥350HV | Cylinders, transmission parts |
Process Flow
Single color/Gradient color:
Polishing/Sandblasting/Wire Drawing → Degreasing → Anodizing → Neutralization → Dyeing → Sealing → Drying
Two-color effect:
Method 1: Degreasing → Masking → First Anodizing → Second Anodizing → Sealing
Method 2: Degreasing → First Anodizing → Laser Engraving → Second Anodizing → Sealing
Electrophoresis
Electrophoretic coating uses electrochemical methods to deposit organic resin colloidal particles on the workpiece surface, forming transparent or various colored organic coatings.
Features
Advantages:
- Rich colors, can be formulated into gold, coffee, gun metal, black, etc.
- Good adhesion to substrate, can undergo mechanical processing
- Excellent corrosion resistance (salt spray test can reach over 400 hours)
- Strong resistance to discoloration
Disadvantages:
- Average ability to cover defects
- Die-cast electrophoresis has high requirements for pre-treatment
Process Flow
Degreasing → Oxide Film Removal → Chromating → Electrophoresis → Drying → Inspection → Packaging
Micro-Arc Oxidation (MAO)
Micro-arc oxidation is an advanced process that applies high voltage in a weakly alkaline electrolyte solution, using arc discharge to form a ceramic film layer on the aluminum surface.
Features
| Advantages | Description |
| Extremely high surface hardness | HV>1200, exceeding heat-treated steel |
| Ceramic texture | Matte appearance, fine touch, fingerprint resistant |
| Excellent corrosion resistance | Salt spray test >480h |
| Wide range of substrates | Suitable for Al, Ti, Zn, Mg and their alloys |
| Good insulation | Insulation resistance up to 100MΩ |
Disadvantages: Currently limited colors, high energy consumption (approximately 5 times that of ordinary oxidation), rough surface requiring post-treatment.
PVD Vacuum Coating
PVD (Physical Vapor Deposition) is a technology that uses physical processes to deposit thin films, capable of coating metal surfaces with high-hardness, high-wear-resistance metal ceramic decorative coatings.
Process Flow
Cleaning → Vacuum Chamber Loading → Ion Cleaning → Coating → Cooling and Unloading → Post-treatment
Electroplating
Electroplating uses electrolysis to attach a metal film to the metal surface, an important method for improving aluminum alloy performance.
Advantages of Aluminum Electroplating
- Improves decorative properties, increases surface hardness and wear resistance
- Reduces friction coefficient, improves lubricity
- Improves electrical conductivity and corrosion resistance
- Facilitates welding and dimensional repair
Common Plating Types and Applications
| Plating Type | Application Field |
| Black plating (black zinc, black nickel) | Optical electronics, medical devices |
| Gold, silver plating | High-precision wire terminals, electronic conductivity |
| Copper-nickel-chromium combination | Sports equipment, lighting, electronics industry |
| Hard chromium | Cylinders, hydraulics, transmission systems |
Process Flow
Degreasing → Alkaline Etching → Activation → Zinc Immersion → Activation → Electroplating → Chromium Plating/Passivation → Drying
Powder Coating
Powder coating uses electrostatic action to uniformly adsorb powder coating onto the workpiece surface, forming a coating through high-temperature baking.
Features
- Rich colors, high gloss and matte options available
- Utilization rate up to 100%, environmentally friendly
- Strong ability to cover defects
- Can imitate wood grain effect
- Low cost, suitable for architectural furniture and heat sink housings
Chromating
Chromating forms a 0.5-4μm chemical conversion film on the product surface with good adsorption properties, mainly used as an undercoat for painting.
Features
- Appearance in golden yellow, aluminum color, or green
- Good electrical conductivity, suitable for electronic products
- Soft film layer, not wear-resistant, not suitable for external decorative parts
Electroless Nickel Plating
Electroless plating is a self-catalytic reduction deposition process that requires no external current and can obtain uniform coatings on parts of any geometric shape.
Features
- Produces nickel-phosphorus alloy coating; coatings with phosphorus content above 8% are amorphous with excellent corrosion resistance
- Hardness can reach HV1150 after heat treatment, close to hard chromium
- Can be applied to various aluminum and aluminum alloys
Surface Decorative Processes
Wire Drawing
Classified by pattern type:
| Type | Effect |
| Straight wire drawing | Continuous or intermittent straight line patterns |
| Random wire drawing | Irregular matte silk patterns |
| Thread wire drawing | Spiral patterns of consistent width |
| Wave wire drawing | Wave-like patterns |
| Spiral wire drawing | Rotary polished silk patterns, used for decorative dials |
Sandblasting
Sandblasting can achieve different reflective or matte effects, clean surface burrs, and make workpieces present uniform metallic color. Select quartz sand of different mesh sizes according to requirements.
High Gloss Processing
High gloss uses CNC milling cutters for precision machining on aluminum edges or raised characters. Common effects include bright edges (C-angles), bright surfaces, and CD patterns.
Etching
Etching uses exposure plate-making and development, then dissolves and corrodes with chemical solutions to form concave-convex or hollow effects, enabling fine processing of metal surfaces.
How to Choose the Right Surface Treatment Process?
Selecting a surface treatment process requires considering the following factors:
| Consideration | Recommendation |
| Usage environment | PVDF coating for outdoor use, PE coating for indoor use |
| Functional requirements | Chromating for conductivity, hard anodizing for wear resistance |
| Decorative requirements | Anodized dyeing for multiple colors, electroplating for metallic texture |
| Budget | Powder coating has the lowest cost, micro-arc oxidation has the highest cost |
| Material type | Die-cast aluminum is not suitable for anodizing; coating or electroplating can be selected |
Process Details and Frequently Asked Questions (Q&A)
Q1: Why can't die-cast aluminum be anodized?
A: Die-cast aluminum (such as ADC12) contains large amounts of silicon (Si) and copper (Cu). During the anodizing process, silicon does not oxidize, causing the film layer to appear grayish-black and discontinuous; copper dissolves preferentially, causing pinholes. Therefore, die-cast aluminum typically uses spray coating, electroplating, or specialized die-cast aluminum passivation treatment.
Q2: Is there a difference between "raw aluminum" and "wrought aluminum" in surface treatment?
A: Yes. Wrought aluminum (deformed aluminum alloys, such as 6063, 5052) has high purity and dense structure, making it most suitable for anodizing and capable of producing beautiful natural or colored finishes. Raw aluminum (cast aluminum) has a loose structure with many pores and is generally only suitable for spray coating or chemical oxidation.
Q3: What is the difference between "acid pickling" and "alkaline etching"?
A: Traditional alkaline etching (using sodium hydroxide) can easily cause intergranular corrosion on aluminum surfaces and has poor treatment effects on high-silicon aluminum alloys. Acid pickling (acid sand) process uses fluoride ions and acid solutions, with fast film formation, fine and uniform surface, and is relatively environmentally friendly (if properly handled). Especially in the refrigeration aluminum tube industry, the acid sand process provides corrosion resistance and air tightness far superior to traditional processes.
Q4: What are common surface treatment defects?
- Spray coating: Orange peel (poor leveling), pinholes (oil or volatiles on workpiece), paint peeling (poor pre-treatment chromating)
- Oxidation: Color difference (poor conductivity or bath composition fluctuation), white spots (incomplete cleaning or loose material), poor sealing (feels sticky, easily absorbs dirt)
Summary
There are many types of aluminum surface treatment processes, each with its unique advantages and applicable scenarios. From basic mechanical pre-treatment to advanced micro-arc oxidation, from traditional anodizing to modern PVD coating, these technologies together constitute a complete system for aluminum product surface treatment.
Choosing the appropriate surface treatment process not only improves product durability and aesthetics but also significantly extends service life and reduces maintenance costs. It is recommended to comprehensively evaluate and select the most suitable treatment solution based on the specific application scenario, performance requirements, and budget of the product.
